Troncatura-tornitura icp radiale/assiale finitura, 5 cicli di tr oncat u ra – HEIDENHAIN MANUALplus 4110 Manuale d'uso
Pagina 154
154
4 Programmazione di cicli
4.5 Cicli di tr
oncat
u
ra
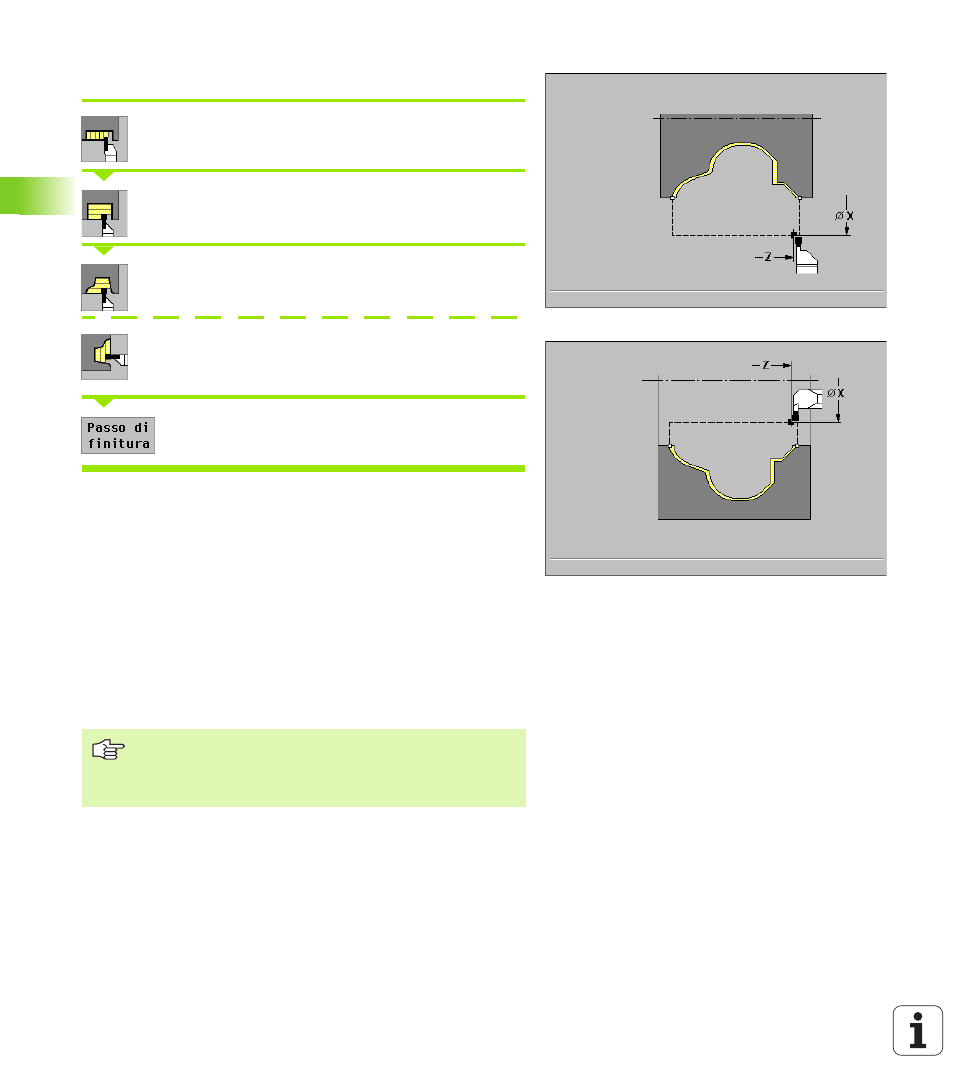
Troncatura-tornitura ICP radiale/assiale finitura
Selezionare "Cicli di troncatura"
Selezionare "Troncatura-tornitura"
Selezionare "Troncatura-tornitura radiale ICP" (figure a
destra, in alto e al centro)
Selezionare "Troncatura-tornitura assiale ICP" (figura
in basso a destra)
Attivare Finitura
Il ciclo rifinisce la parte del profilo descritta nel profilo ICP (vedere
anche “Troncatura-tornitura" pag. 143). Al termine del ciclo l'utensile
ritorna sul punto di partenza.
Parametri ciclo
X, Z Punto di partenza
RB Correzione profondità di tornitura
I, K Sovrametallo parte grezza X, Z
N Numero profilo ICP
T Numero utensile
S Numero di giri/Velocità di taglio
F Avanzamento al giro
Con i "Sovrametalli parte grezza I, K" si definisce il
materiale lavorato nel ciclo di finitura. È quindi obbligatorio
indicare i sovrametalli per la finitura del ciclo di troncatura-
tornitura.