4 cicli di aspor tazione tr ucioli – HEIDENHAIN MANUALplus 4110 Manuale d'uso
Pagina 112
112
4 Programmazione di cicli
4.4 Cicli di aspor
tazione tr
ucioli
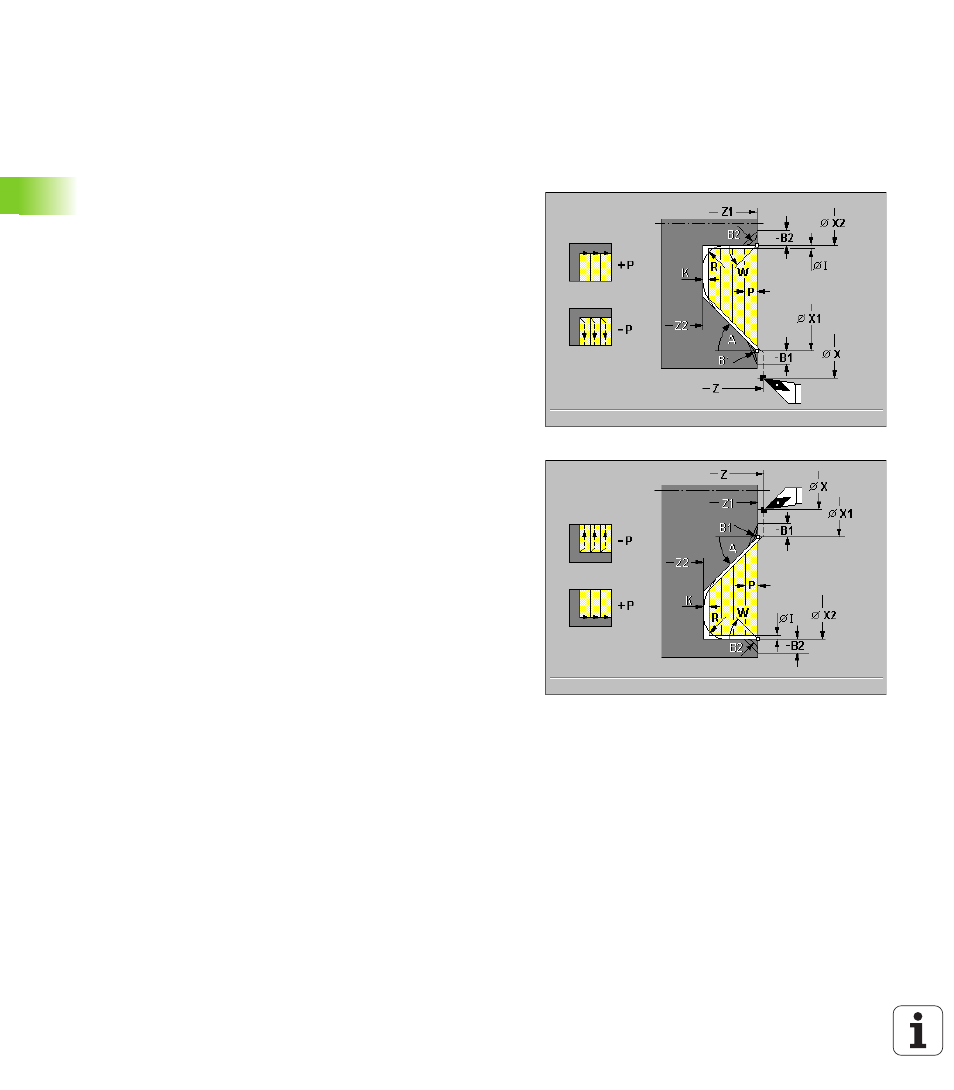
B1, B2 Smusso/Raccordo
(B1 inizio profilo; B2 fine profilo)
B>0: raggio di arrotondamento
B<0: larghezza smusso
T Numero utensile
S Numero di giri/Velocità di taglio
F Avanzamento al giro
I, K Sovrametallo X, Z
Con i seguenti parametri opzionali si possono definire:
W: Diagonale a fine profilo
R:
Arrotondamento (in entrambi gli spigoli)
B1: Smusso/Raccordo a inizio profilo
B2: Smusso/Raccordo a fine profilo
Esecuzione ciclo
1
calcolo della configurazione di taglio (accostamento)
2
avanzamento parallelamente all'asse per la prima passata partendo
da "X, Z"
3
inizio lavorazione con avanzamento ridotto in "Angolo di entrata A"
4
avanzamento fino al "Punto finale Z2" o "Punto finale X2" oppure
fino ad un elemento opzionale del profilo
5
in funzione del segno "P":
P>0: asportazione trucioli lungo il profilo
P<0: sollevamento a 45°
6
ritorno e avanzamento per la successiva passata
7
ripetizione di 3...6, fino a raggiungere "Punto finale X2" o "Punto
finale Z2"
8
ritorno al punto di partenza, parallelamente all'asse