Foratura profonda g74, 18 c ic li d i fo ra tu ra – HEIDENHAIN MANUALplus 4110 Manuale d'uso
Pagina 357
HEIDENHAIN MANUALplus 4110
357
6
.18
C
ic
li
d
i fo
ra
tu
ra
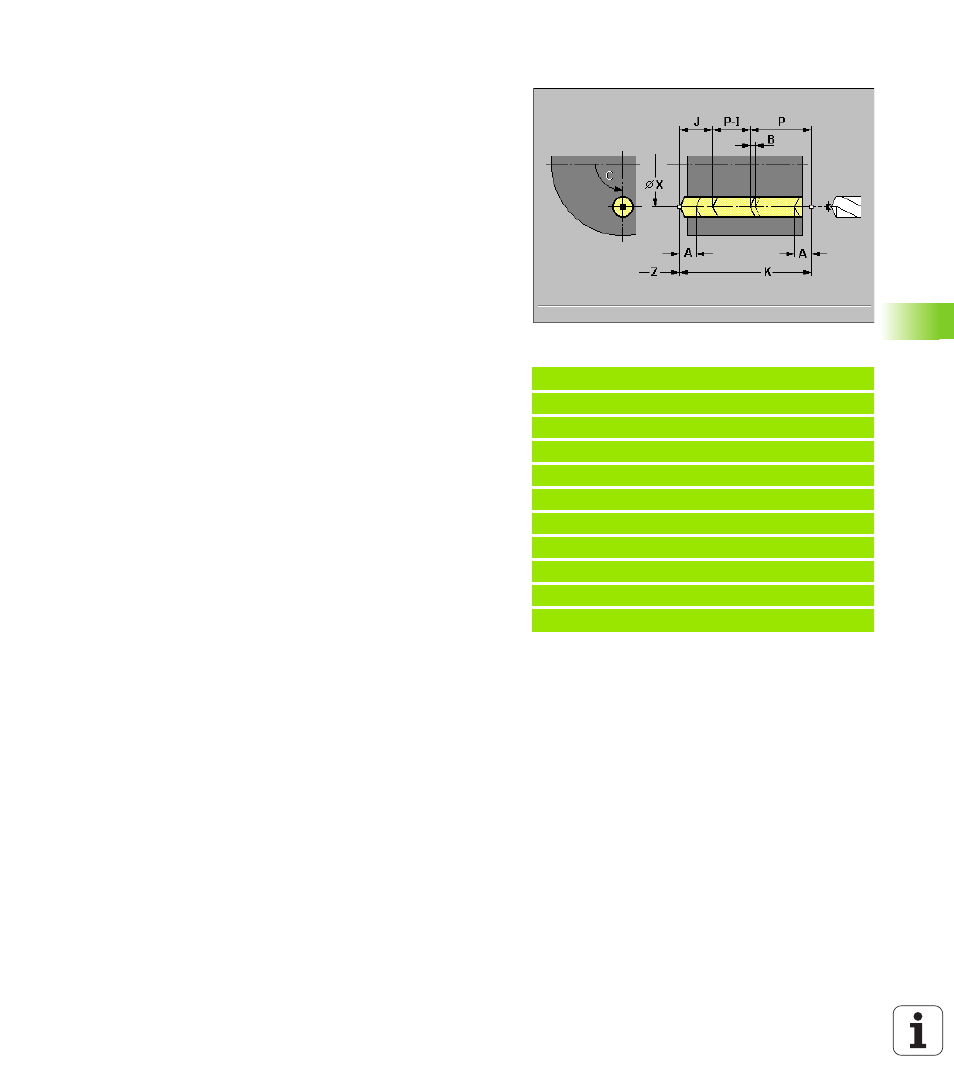
Foratura profonda G74
L'istruzione G74 esegue fori assiali al centro con utensili fissi nonché
fori assiali e radiali con utensili motorizzati.
Il foro viene eseguito in più passi. Dopo ogni passo la punta viene
ritirata e di nuovo avanzata alla "Distanza di sicurezza". La profondità di
foratura viene ridotta ad ogni passo.
Parametri
X Punto finale foro assiale
(quota diametro)
Z Punto finale foro radiale
R Distanza di sicurezza
– nessuna immissione: valore da
"Parametri attuali – Lavorazione – Distanze di sicurezza"
P 1ª profondità di foratura
– Nessuna immissione: la foratura
avviene senza interruzione
I Valore di riduzione
(default: 0): a partire dal secondo passo di
foratura la profondità viene ridotta di "I", senza scendere al di sotto
di "J"
B Distanza corsa ritorno
(default: ritorno a "Punto iniziale foro")
J Profondità minima di foratura
(default: 1/10 di "P")
A Lunghezza di foratura
(default: 0)
E Tempo di sosta
per rottura truciolo a fine foro (default: 0)
V Varianti di foratura
– Riduzione avanzamento del 50% per
foratura e foratura passante
0: senza riduzione di avanzamento
1: Foratura passante
2: Riduzione foratura
3: riduzione foratura e foratura passante
K Profondità di foratura
(foro radiale: misura del raggio)
K indicato: calcolo del "Punto di partenza foro" sulla base di "Punto
finale foro" e "K"
K non indicato: calcolo di "K" sulla base di "Punto finale foro" e
posizione attuale utensile
D Ritorno
velocità di ritorno e accostamento all'interno del foro –
default: 0
0: rapido
1: avanzamento
Esempio: G74
%74.nc
[G74]
N1 M5
N2 T49 G197 S1000 G195 F0.2 M103
N3 M14
N4 G110 C0
N5 G0 X80 Z2
N6 G745 XK0 YK0 Z2 K80 Wi90 Q4 V2
N7 G74 Z-40 R2 P12 I2 B0 J8
N8 M15
FINE