HEIDENHAIN MANUALplus 4110 Manuale d'uso
Pagina 335
HEIDENHAIN MANUALplus 4110
335
6
.1
4
C
ic
li
d
i t
ro
n
c
a
tu
ra
-t
o
rn
itu
ra
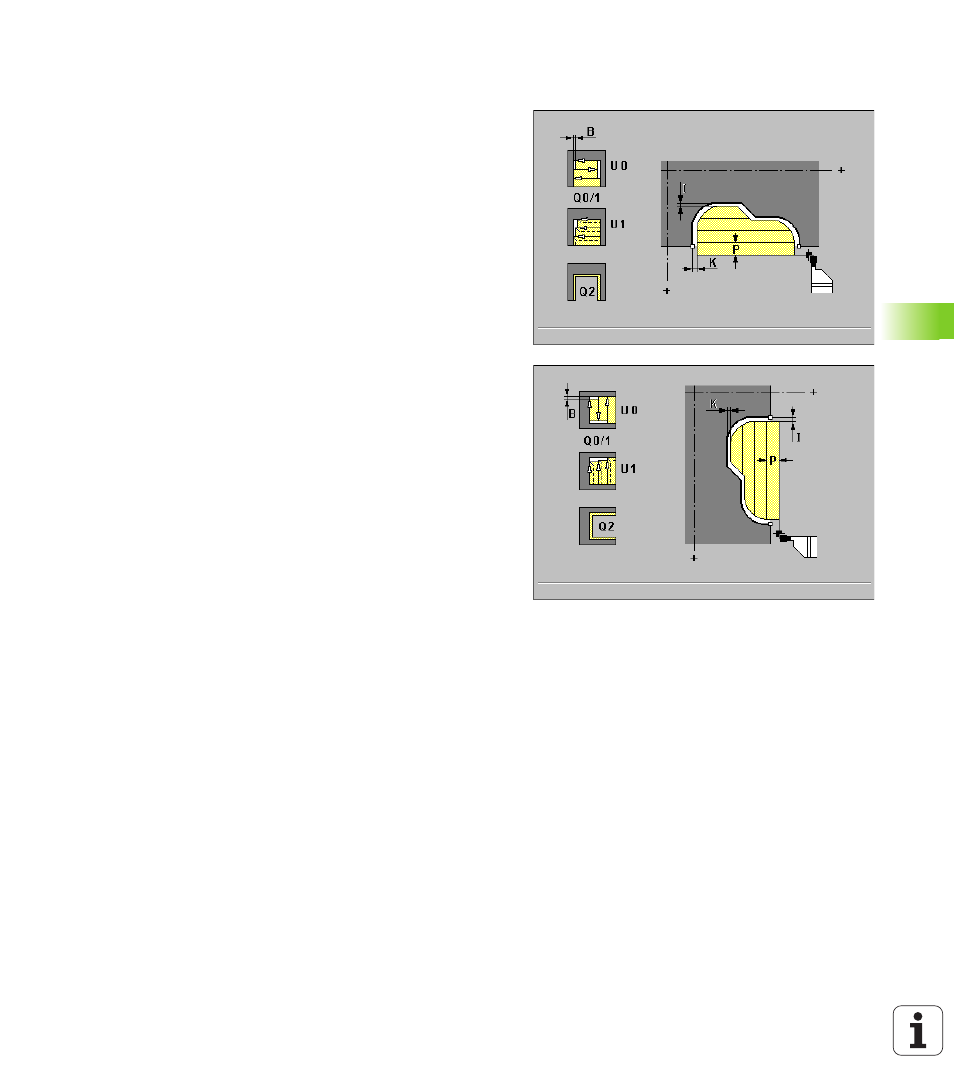
Troncatura-tornitura longitudinale G815/radiale
G825
I cicli lavorano l'area del profilo definita dalla posizione utensile e dalla
descrizione del profilo nei blocchi successivi (vedere “Descrizione del
profilo" pag. 310).
Parametri
X Limitazione di taglio
(quota diametro)
Z Limitazione di taglio
P Accostamento massimo
: la configurazione di taglio viene calcolata
in modo tale da evitare una "passata di rettifica" e affinché
l'accostamento definito sia <= P.
I Sovrametallo X
(default: 0)
K Sovrametallo Z
(default: 0)
Q Sgrossatura/Finitura
(default: 0)
Q=0: viene eseguita dapprima la prelavorazione considerando i
sovrametalli e quindi la finitura con avanzamento E
Q=1: solo sgrossatura
Q=2: solo finitura; "I, K" definisce il materiale da lavorare
U Lavorazione di tornitura unidirezionale
(default: 0):
U=0: bidirezionale
U=1: unidirezionale
– G815: in direzione del mandrino principale
– G825: in direzione della definizione del profilo
B Larghezza offset
(default: 0)
R Correzione profondità di tornitura
(default: 0)
O Avanzamento di troncatura
(default: avanzamento attivo)
E Avanzamento di finitura
(default: avanzamento attivo)