1 programmazione din, 1 pr ogr ammazione din 6.1 programmazione din – HEIDENHAIN MANUALplus 4110 Manuale d'uso
Pagina 278
278
6 Programmazione DIN
6.1 Pr
ogr
ammazione DIN
6.1
Programmazione DIN
La configurazione del programma e del blocco si basa
sulla norma DIN 66025, da cui il termine
"Programmazione DIN". Il MANUALplus supporta
programmi e macro DIN.
I programmi DIN sono programmi NC "autonomi",
devono cioè comprendere tutte le istruzioni di
traslazione e comando necessarie per la realizzazione
del pezzo.
Le macro DIN vengono integrate in programmi ciclo.
Esse non sono "autonome", ma risolvono una parte dei
compiti di un programma ciclo. Le modalità di impiego
delle macro DIN sono tuttavia correlate alle esigenze
individuali dell'operatore. Anche le macro DIN
dispongono di tutte le normali istruzioni. In seguito si
parlerà di "programmi DIN" o "programmi NC" senza
fare più alcuna distinzione tra programmi e macro.
Test di programmi e macro DIN
I programmi e le macro DIN si testano con la
simulazione grafica. Per le macro DIN ciò è possibile
nell'ambito della programmazione dei cicli. Per i
programmi DIN occorre passare all'"Esecuzione
programma" e richiamare la simulazione.
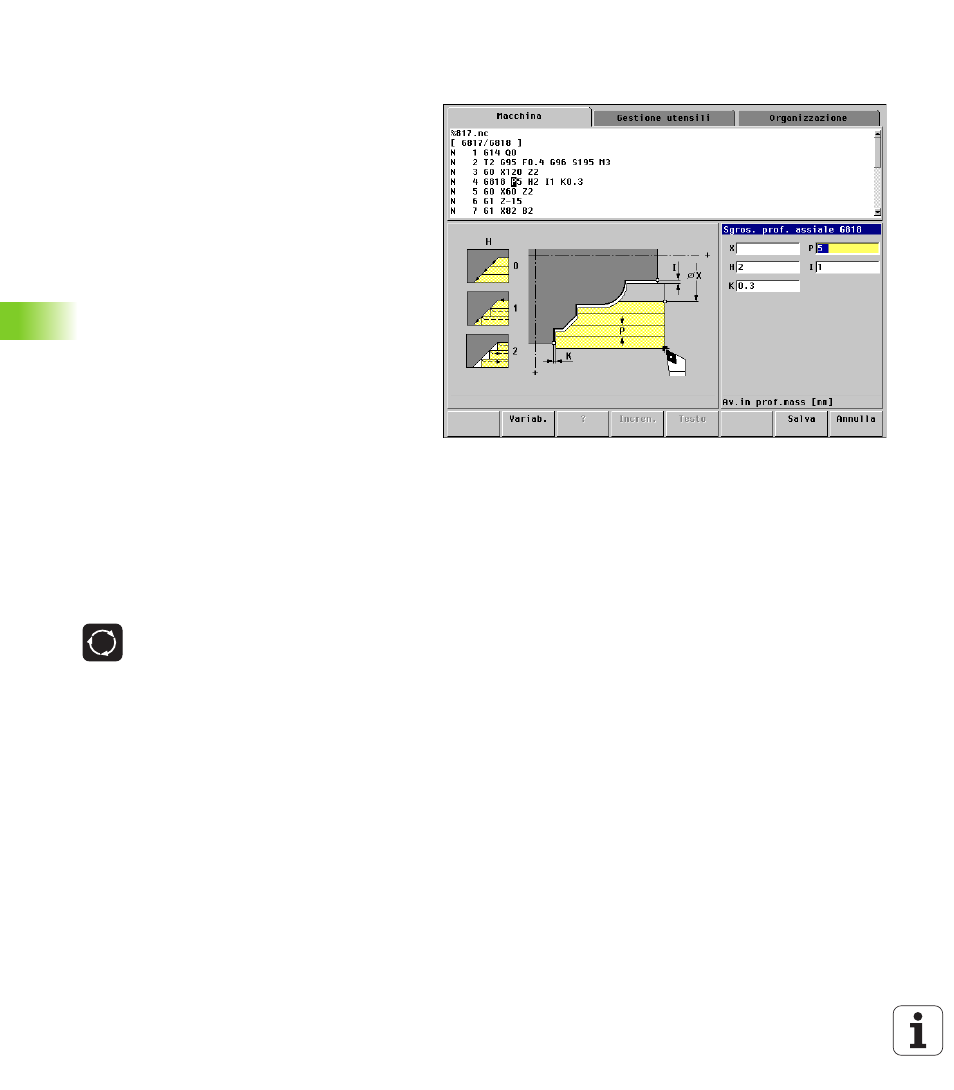
Grafica di supporto
La grafica di supporto illustra la funzionalità e i
parametri per istruzioni di traslazione e cicli,
mostrando di norma una lavorazione esterna. Con il
tasto "Ring" si passa alla grafica di supporto per la
lavorazione interna.
Con il tasto "Ring" si passa dalla
grafica di supporto per la lavorazione
esterna a quella per la lavorazione
interna e viceversa.
Note sulle rappresentazioni nella grafica di supporto
Linea tratteggiata:percorso in rapido
Linea continua: percorso di avanzamento
Linea di misura con freccia su un lato:
"misura direzionale" – il segno definisce la direzione
Linea di misura con freccia su entrambi i lati:
"quota assoluta" – il segno è irrilevante