Spostamento origine additivo g56, 9 spostamenti or igine – HEIDENHAIN MANUALplus 4110 Manuale d'uso
Pagina 306
306
6 Programmazione DIN
6.9 Spostamenti or
igine
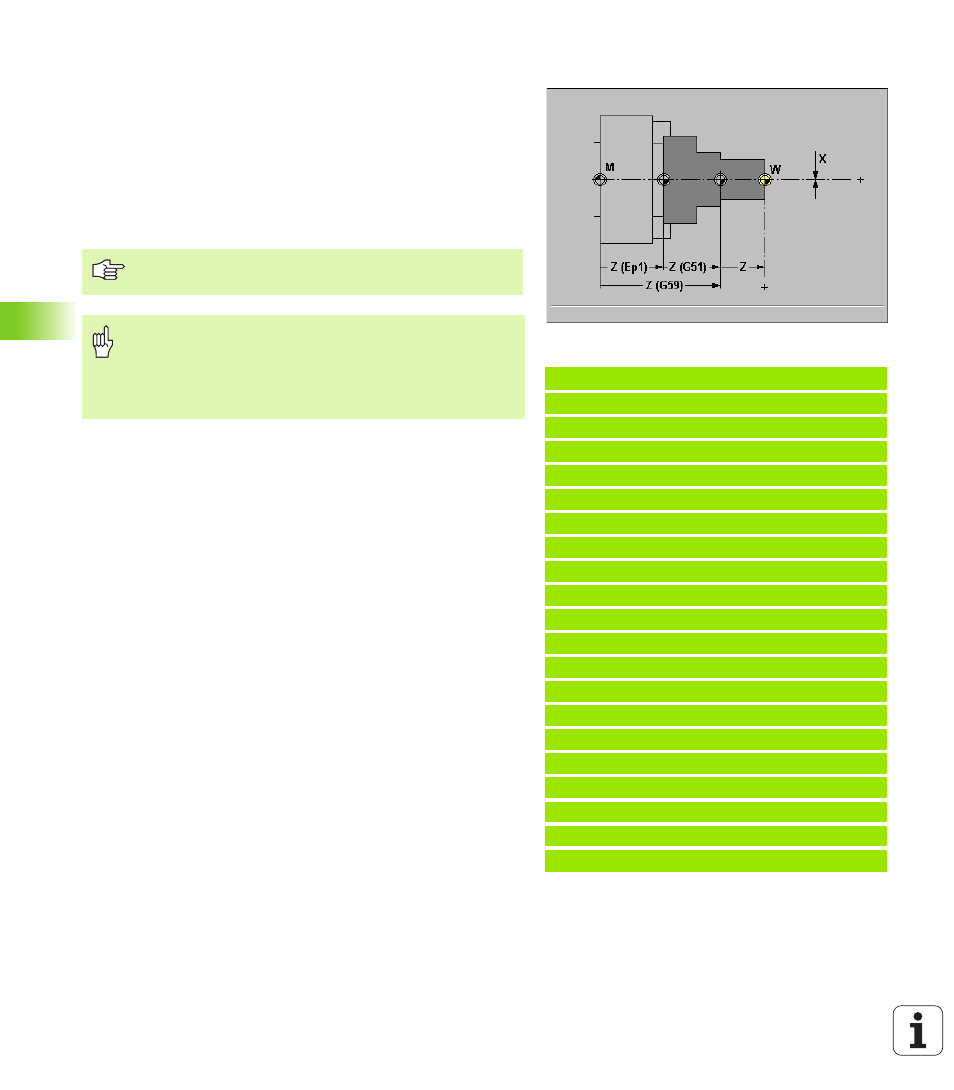
Spostamento origine additivo G56
L'istruzione G56 muove l'origine pezzo di "Z" (o "X"). Lo spostamento si
riferisce all'origine pezzo attualmente valida.
Se si programma più volte l'istruzione G56, lo spostamento viene
sempre sommato all'origine pezzo attualmente valida.
Parametri
X Spostamento
(quota diametro)
Z Spostamento
Esempio: G56
%56.nc
[G56]
N1 T30 G95 F0.25 G96 S200 M3
N2 G0 X62 Z-15
N3 G862 Q0
N4 G0 X60 Z-19.2327
N5 G3 X58.5176 Z-20.1986 R1 I-1 K0
N6 G1 X48 Z-21.6077 B1
N7 G1 Z-28.3923 B1
N8 G1 X58.5176 Z-29.8014
N9 G3 X60 Z-30.7673 R1 I-0.2588 K-0.9659
N10 G80
N11 G56 Z-28
N12 G0 X62 Z-15
N13 G862 Q0
N14 G0 X60 Z-19.2327
N.. . . .
N.. G80
N.. G56 Z-28
N.. . . .
FINE
L'istruzione G51 o G59 annulla tutti gli spostamenti
origine additivi.
Attenzione Pericolo di collisioni!
Programmazione di cicli: in macro DIN lo spostamento
origine viene annullato a fine ciclo. Non utilizzare quindi le
macro DIN con spostamenti origine nella programmazione
di cicli.