Finitura profilo g89 – HEIDENHAIN MANUALplus 4110 Manuale d'uso
Pagina 319
HEIDENHAIN MANUALplus 4110
319
6.1
1
Cicli di t
o
rn
it
ur
a r
if
er
iti al pr
ofilo
Finitura profilo G89
L'istruzione G89 rifinisce la parte del profilo descritta nei blocchi
successivi (vedere “Descrizione del profilo" pag. 310).
Nel blocco NC che segue l'istruzione G89 viene attivata con
un'istruzione G41/G42 (senza parametri) la compensazione SRK e
definita la posizione dell'utensile (riferimento: direzione del profilo):
G41: utensile a destra del profilo
G42: utensile a sinistra del profilo
Il MANUALplus disattiva la compensazione SRK a fine ciclo. Se non si
programma alcuna istruzione G41/G42, la compensazione SRK è
inattiva.
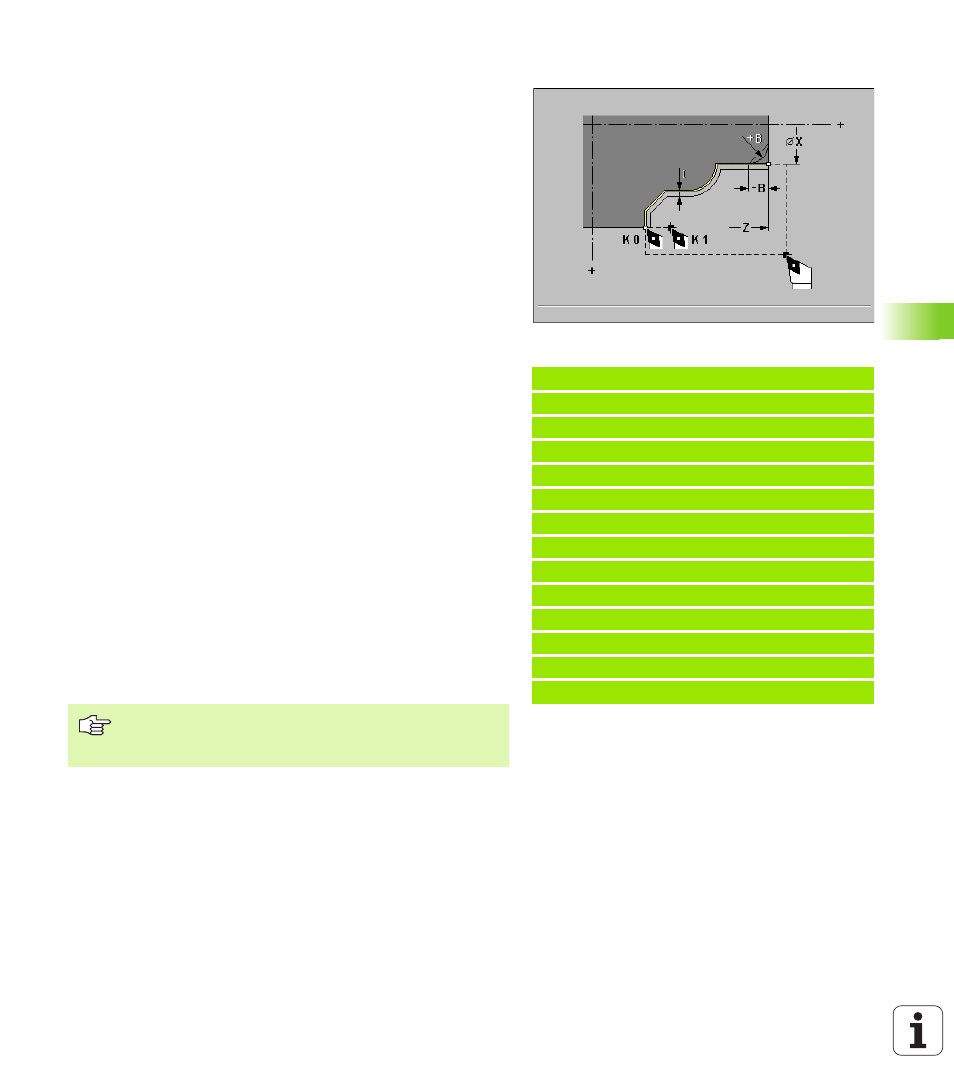
Parametri
B Smusso/Arrotondamento
all'inizio della parte del profilo
B>0: raggio arrotondamento
B<0: larghezza smusso
I Sovrametallo
: sovrametallo equidistante – è ammesso un
sovrametallo negativo
K Sollevamento alla fine
– Definizione della posizione utensile
dopo l'esecuzione del ciclo
Nessuna immissione: ritorno al punto di partenza del ciclo
K=0: utensile fermo a fine ciclo
K>0: utensile sollevato di K
J Posizione elemento
: se la parte del profilo inizia con uno smusso/
arrotondamento, J definisce la posizione dell'"elemento di
riferimento immaginario" (default: 1)
Elemento di riferimento:
J=1: elemento radiale in direzione +X
J=–1: elemento radiale in direzione –X
J=2: elemento assiale in direzione +Z
J=–2: elemento assiale in direzione –Z
Esempio: G89
%89.nc
[G89]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X70 Z2
N3 G89 B-2 I2 K1 J1
N4 G42
N5 G0 X40 Z0
N6 G1 Z-20 B3
N7 G1 X60 B-2
N8 G1 Z-32
N9 G25 H5 W30
N10 G1 X70
N11 G80
FINE
Sovrametallo: il sovrametallo programmato con G58
viene considerato, se nel ciclo non è indicato I. Una volta
eseguito il ciclo, il sovrametallo viene cancellato.