Filetto a singola passata g33, 15 cicli di filet tat ur a – HEIDENHAIN MANUALplus 4110 Manuale d'uso
Pagina 340
340
6 Programmazione DIN
6.15 Cicli di filet
tat
ur
a
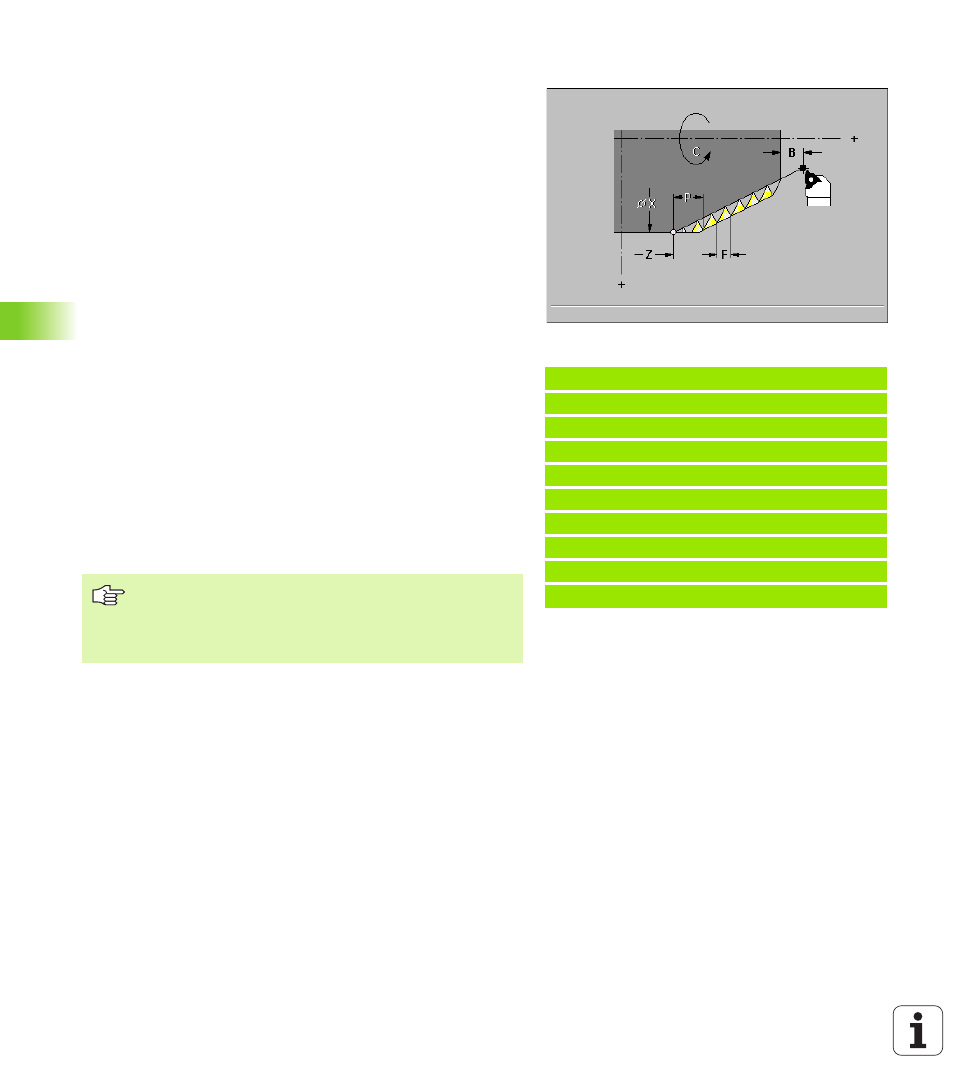
Filetto a singola passata G33
L'istruzione G33 esegue filetti in qualsiasi direzione e posizione con
passo variabile (filetto assiale, radiale o conico; filetto interno o
esterno). Il filetto inizia sull'attuale posizione dell'utensile e termina nel
"Punto finale X, Z".
Parametri
X Punto finale filetto
(quota diametro)
Z Punto finale filetto
F Passo filetto
B Lunghezza di avvio
(default: 0): percorso per accelerare alla
velocità di avanzamento programmata
P Lunghezza sovracorsa
(default: 0): percorso per frenare la slitta
C Angolo di partenza
: posizione del mandrino principale all'avvio
del filetto (default: 0°)
Q Numero mandrino
(default: 0=mandrino principale)
H Direzione di riferimento
per passo filetto
(default: 3)
H=0: avanzamento su asse Z (per filetto assiale e conico fino a
max +45°/–45° rispetto all'asse Z)
H=1: avanzamento su asse X (per filetto radiale e conico fino a
max +45°/–45° rispetto all'asse X)
H=3: avanzamento traiettoria
E Passo variabile
(default: 0)
E >0: aumento del passo di E ogni giro
E <0: riduzione del passo di E ogni giro
Esempio: G33
%33.nc
[G33]
N1 T45 G97 S1100 G95 F0.5 M3
N2 G0 X101.84 Z5
N3 G83 X10 0 Z5 I0.15
N4 G33 X120 Z-80 F1.5
N5 G33 X140 Z-122.5 F1.5
N6 G0 X150 Z5
N7 G80
FINE
"Stop ciclo" è attivo alla fine di un filetto.
L'override avanzamento è inattivo durante l'esecuzione
del ciclo.
Il pilotaggio è attivo.