6 cicli di filet tat ur a ed esecuzione scar ico – HEIDENHAIN MANUALplus 4110 Manuale d'uso
Pagina 163
HEIDENHAIN MANUALplus 4110
163
4.6 Cicli di filet
tat
ur
a ed esecuzione scar
ico
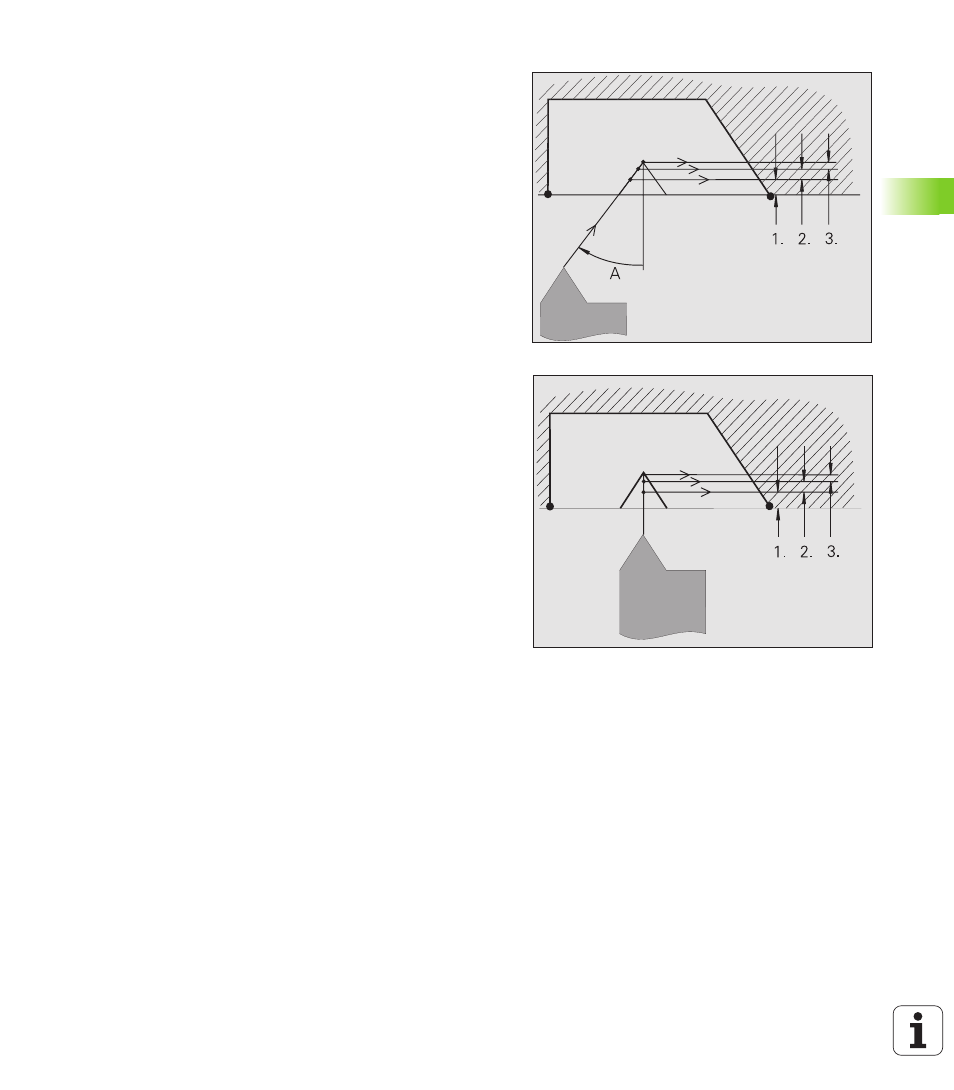
Angolo di accostamento (angolo del filetto)
Per alcuni cicli di filettatura è possibile indicare l'angolo di
accostamento. Le figure a destra illustrano la lavorazione con un
angolo di accostamento di –30° (figura in alto a destra) e con un angolo
di accostamento di 0° (figura in centro a destra).
Profondità del filetto, configurazione di taglio
La profondità del filetto viene programmata per tutti i cicli di filettatura.
Il MANUALplus riduce la profondità di taglio ad ogni passata (figura al
centro a destra).
Correzioni del posizionamento con il volantino per cicli di
filettatura
Dalla versione software 526 488-09 è possibile influire sulla filettatura-
attuale con correzioni del posizionamento con il volantino in X e Z e
ottimizzare così la realizzazione della filettatura. La correzione del
posizionamento con il volantino deve essere supportata dal
costruttore della macchina e viene attivata mediante interruttore sul
pannello di comando della macchina.
Le correzioni del posizionamento con il volantino sono limitate come
segue:
Direzione X (profondità di filettatura): in funzione dell'attuale
profondità di taglio, in cui il punto di partenza/punto finale del filetto
in X non viene superato.
Direzione Z: al massimo un filetto, in cui il punto di partenza/punto
finale del filetto in Z non viene superato.
Entrata filetto/Uscita filetto
La slitta necessita di un'entrata prima del filetto vero e proprio per
accelerare alla velocità di avanzamento programmata e di un'uscita alla
fine del filetto per frenare la slitta.
Se l'entrata o l'uscita del filetto è insufficiente, si possono verificare
problemi relativi alla qualità di lavorazione. Il MANUALplus visualizza in
questo caso un messaggio.
Calcolo della lunghezza di entrata:
BA > 0,75 * (F*S)² / a + 0,15
Calcolo della lunghezza di uscita:
BA > 0,75 * (F*S)² / e + 0,15
BA:
Lunghezza minima di entrata
BE:
Lunghezza minima di uscita
F:
Passo in mm/giro
S:
Velocità in giri/s
a:
Accelerazione in mm/s² (vedere “Parametri di configurazione"
pag. 437 – 1105 "Accelerazione inizio blocco")
e:
Accelerazione in mm/s² (vedere “Parametri di configurazione"
pag. 437 – 1105 "Accelerazione fine blocco")