12 cicli di tornitura semplici, Sgrossatura assiale g81 – HEIDENHAIN MANUALplus 4110 Manuale d'uso
Pagina 320
320
6 Programmazione DIN
6.12 Cicli di t
o
rn
it
ur
a semplici
6.12 Cicli di tornitura semplici
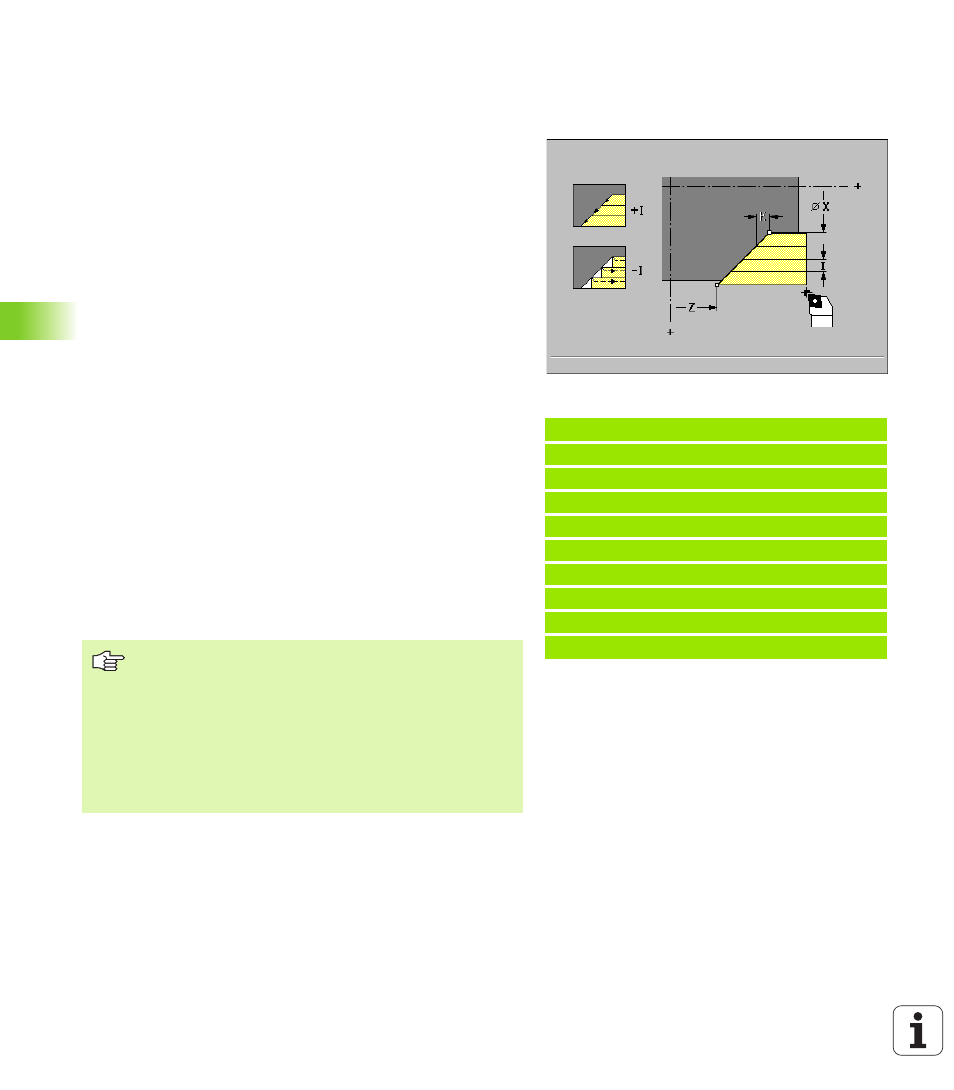
Sgrossatura assiale G81
L'istruzione G81 lavora in direzione assiale l'area del profilo definita
dalla posizione utensile attuale e da "X/Z".
Parametri
X Punto iniziale
della parte del profilo (quota diametro)
Z Punto finale
della parte del profilo
I Accostamento massimo
in X: la configurazione di taglio viene
calcolata in modo tale da evitare una "passata di rettifica" e affinché
l'accostamento definito sia <= I
I>0: con finitura profilo
I<0: senza finitura profilo
K Offset
: accostamento in Z (default: 0)
Q Accostamento funzione G
: funzione G con la quale viene eseguito
l'accostamento
Q=0: accostamento con G0
Q=1: accostamento con G1
V Tipo di svincolo
(default: 0)
V=0: ritorno su punto di partenza ciclo in Z e ultimo diametro di
sollevamento in X
V=1: ritorno al punto di partenza ciclo
Note sull'esecuzione del ciclo
L'angolo di una diagonale si definisce con "I e K".
Il MANUALplus determina la direzione di passata e di accostamento
sulla base dell'attuale posizione utensile relativamente al punto
iniziale/punto finale della parte del profilo.
Esempio: G81
%81.nc
[G81]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G81 X100 Z-70 I4 K4 V0
N4 G0 X100 Z2
N5 G81 X80 Z-60 I-4 K2 V1
N6 G0 X80 Z2
N7 G81 X50 Z-45 I4 Q1
FINE
Compensazione del raggio del tagliente: non viene
eseguita.
Sovrametallo: i sovrametalli programmati con G57
vengono considerati. e rimangono attivi dopo
l'esecuzione del ciclo.
Sovrametallo in caso di profili interni: programmare
sovrametalli G57 negativi (possibile solo con "Immiss.
libera").
Distanza di sicurezza dopo una passata: 1 mm.