Troncatura semplice assiale g865/radiale g866, 13 cicli per esecuzione g o la – HEIDENHAIN MANUALplus 4110 Manuale d'uso
Pagina 330
330
6 Programmazione DIN
6.13 Cicli per esecuzione g
o
la
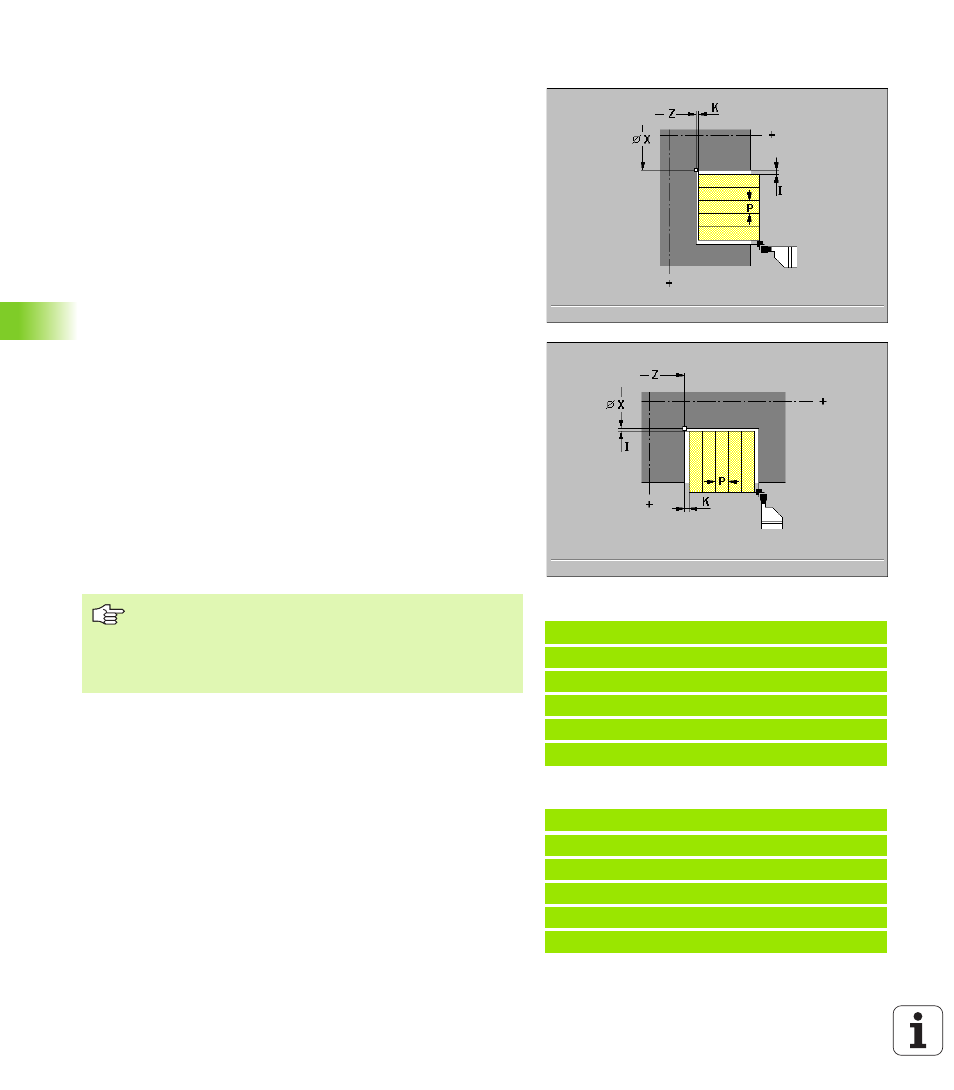
Troncatura semplice assiale G865/radiale G866
I cicli troncano in assiale/in radiale il rettangolo descritto dalla posizione
utensile e da "X, Z".
Parametri
X Spigolo base X
(quota diametro)
Z Spigolo base Z
P Larghezza del tagliente
P non indicato: accostamenti <= 0,8 * larghezza tagliente utensile
P indicato: accostamenti <= P
I Sovrametallo X
(default: 0)
K Sovrametallo Z
(default: 0)
O Sgrossatura/Finitura
Q=0: solo sgrossatura
Q=1: viene eseguita dapprima la pretroncatura considerando i
sovrametalli e quindi la finitura con avanzamento E
E Avanzamento di finitura
o Tempo di sosta
con Q=0: tempo di sosta (tempo di rottura truciolo) – default:
Durata di due giri
con Q=1: avanzamento finitura – default: avanzamento attivo
Note sull'esecuzione del ciclo
Il MANUALplus determina la direzione di passata sulla base
dell'attuale posizione utensile relativamente al punto iniziale/punto
finale della parte del profilo.
Posizione utensile dopo l'esecuzione del ciclo: punto di partenza del
ciclo
Esempio: G865
%865.nc
[G865]
N1 T38 G95 F0.15 G96 S200 M3
N2 G0 X120 Z1
N3 G865 X102 Z-4 I0.5 K0.2 Q1 E0.11
FINE
Esempio: G866
%866.nc
[G866]
N1 T30 G95 F0.15 G96 S200 M3
N2 G0 X62 Z-18
N3 G866 X54 Z-30 I0.2 K1 Q1 E0.12
FINE
Compensazione del raggio del tagliente: viene
eseguita.
I sovrametalli programmati con G57/G58 vengono
considerati, se non sono programmati "I, K". Una volta
eseguito il ciclo, i sovrametalli vengono cancellati.