HEIDENHAIN MANUALplus 4110 Manuale d'uso
Pagina 334
334
6 Programmazione DIN
6
.1
4
C
ic
li
d
i t
ro
n
c
a
tu
ra
-t
o
rn
itu
ra
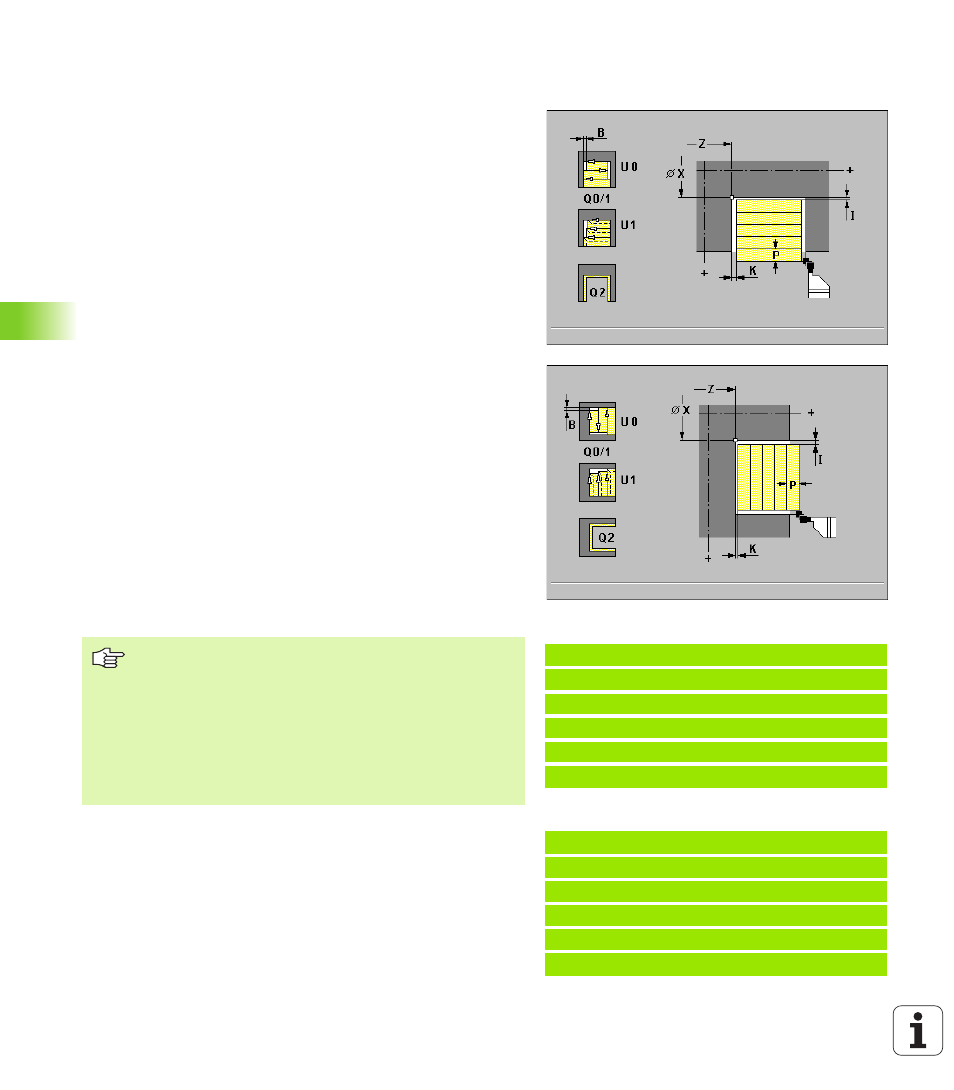
Troncatura-tornitura semplice longitudinale
G811/radiale G821
I cicli lavorano il rettangolo descritto dalla posizione utensile e da "X, Z".
Parametri
X Spigolo base X
(quota diametro)
Z Spigolo base Z
P Accostamento massimo
: la configurazione di taglio viene calcolata
in modo tale da evitare una "passata di rettifica" e affinché
l'accostamento definito sia <= P.
I Sovrametallo X
(default: 0)
K Sovrametallo Z
(default: 0)
Q Sgrossatura/Finitura
(default: 0)
Q=0: viene eseguita dapprima la prelavorazione considerando i
sovrametalli e quindi la finitura con avanzamento E
Q=1: solo sgrossatura
Q=2: solo finitura; "I, K" definisce il materiale da lavorare
U Lavorazione di tornitura unidirezionale
(default: 0):
U=0: bidirezionale
U=1: unidirezionale
– G811: in direzione del mandrino principale
– G821: in direzione di "Spigolo base X"
B Larghezza offset
(default: 0)
O Avanzamento di troncatura
(default: avanzamento attivo)
E Avanzamento di finitura
(default: avanzamento attivo)
Note sull'esecuzione del ciclo
Posizione utensile dopo l'esecuzione del ciclo: punto di partenza del
ciclo
Esempio: G811
%811.nc
[G811]
N1 T38 G95 F0.4 G96 S140 M3
N2 G0 X122 Z-30
N3 G811 X80 Z-60 P2 Q1 B0.1 O0.2
FINE
Esempio: G821
%821.nc
[G821]
N1 T30 G95 F0.4 G96 S140 M3
N2 G0 X100 Z5
N3 G821 X60 Z-15 P2 Q1 B0.1 O0.25
FINE
I sovrametalli I, K devono essere necessariamente
indicati per la troncatura-tornitura di finitura (Q=2), in
quanto definiscono il materiale che viene lavorato in
fase di finitura.
Compensazione del raggio del tagliente: viene
eseguita.
I sovrametalli programmati con G57/G58 vengono
considerati, se non sono programmati "I, K". Una volta
eseguito il ciclo, i sovrametalli vengono cancellati.