Filetto assiale semplice a un principio g350, 15 cicli di filet tat ur a – HEIDENHAIN MANUALplus 4110 Manuale d'uso
Pagina 342
342
6 Programmazione DIN
6.15 Cicli di filet
tat
ur
a
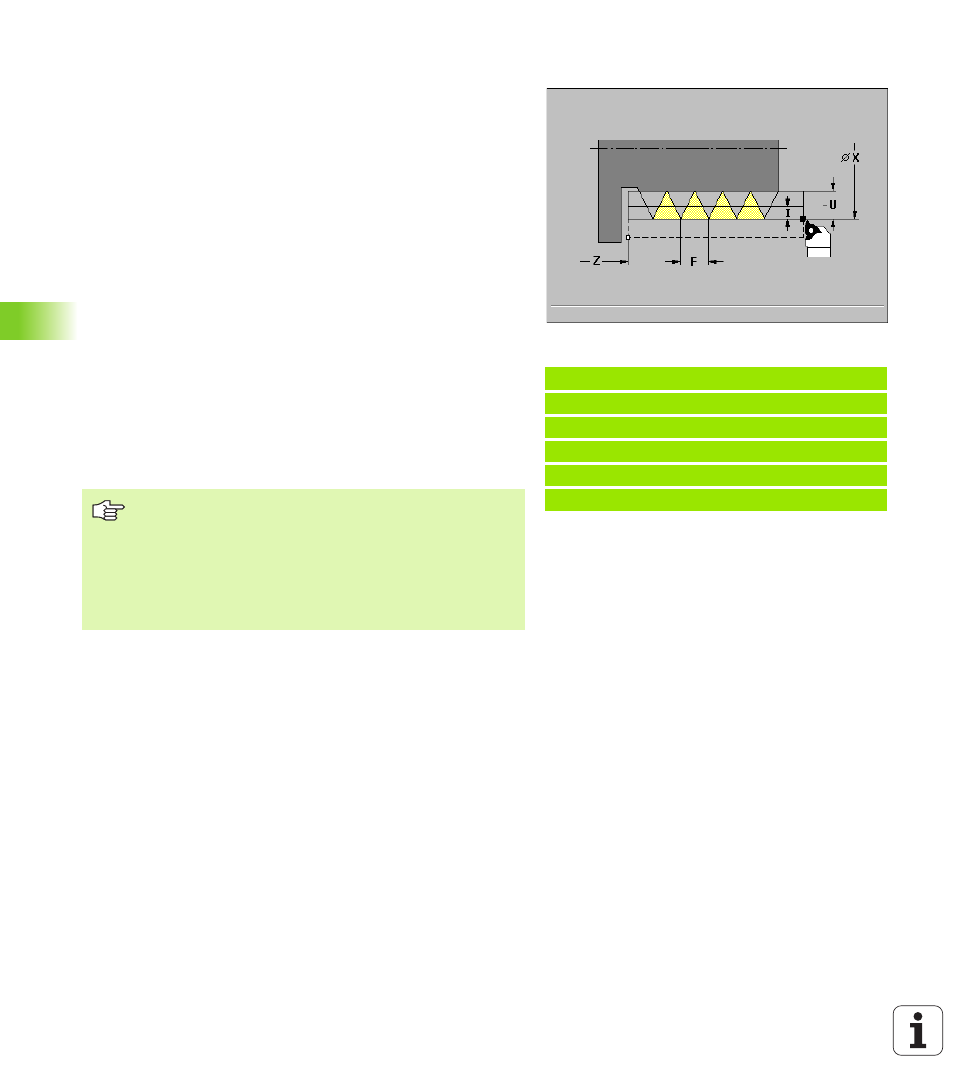
Filetto assiale semplice a un principio G350
L'istruzione G350 realizza un filetto assiale (filetto interno o esterno). Il
filetto inizia sull'attuale posizione dell'utensile e termina nel "Punto
finale X, Z".
Parametri
Z Punto finale filetto
F Passo filetto
U Profondità filetto
U>0: filetto interno
U<=0: filetto esterno (lato assiale e frontale)
U= +999 o –999: La profondità di filettatura viene calcolata
I Accostamento massimo
– nessuna immissione: calcolo di I sulla
base del passo filetto e della profondità filetto
Filetto interno o esterno: vedere segno di "U".
Correzione del posizionamento con il volantino (con macchina
predisposta): Le sovrapposizioni sono limitate:
Direzione X: in funzione dell'attuale profondità di taglio, senza
superare il punto di partenza/punto finale del filetto
Direzione Z: al massimo 1 principio, senza superare il punto di
partenza/punto finale del filetto
Esempio: G350
%350.nc
[G350]
N1 T45 G97 S1500 G95 F1.5 M3
N2 G0 X16 Z4
N3 G350 Z-29 F1.5 U-999
FINE
"Stop ciclo" è attivo alla fine di un filetto.
Override avanzamento e mandrino sono inattivi durante
l'esecuzione del ciclo.
La correzione del posizionamento con il volantino si
attiva tramite pulsante sul pannello di comando della
macchina.
Il pilotaggio è inattivo.