Maschiatura g36, 18 c ic li d i fo ra tu ra – HEIDENHAIN MANUALplus 4110 Manuale d'uso
Pagina 359
HEIDENHAIN MANUALplus 4110
359
6
.18
C
ic
li
d
i fo
ra
tu
ra
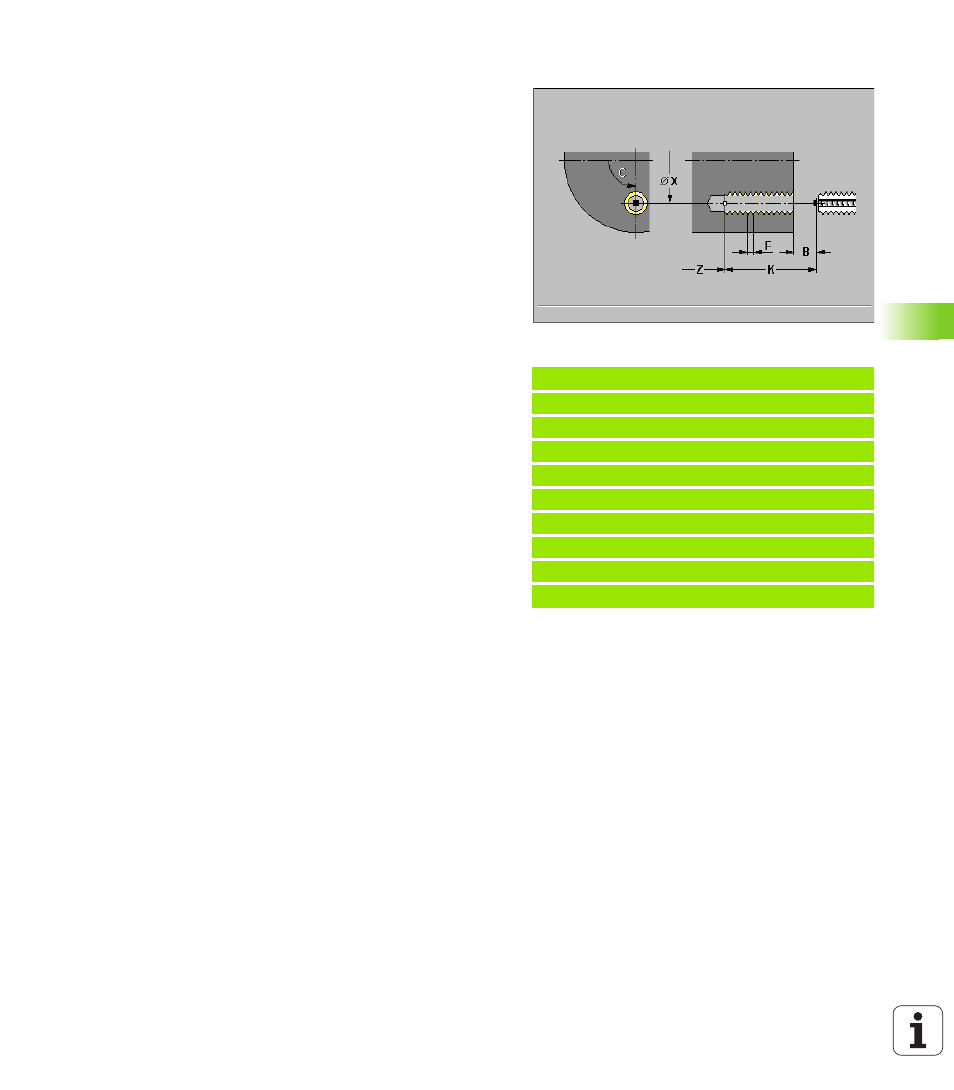
Maschiatura G36
L'istruzione G36 esegue maschiature assiali al centro con utensili fissi
nonché maschiature assiali e radiali con utensili motorizzati.
Significato della "lunghezza di estrazione J": utilizzare questo
parametro per pinze di serraggio con compensazione lineare. Il ciclo
calcola un nuovo passo nominale sulla base della profondità filetto, del
passo programmato e della "lunghezza di estrazione". Il passo
nominale è leggermente inferiore al passo del maschio. Alla
realizzazione del filetto, la punta viene estratta dal mandrino di
serraggio della "lunghezza di estrazione". Con questa procedura si
assicurano migliori durate dei maschi.
Parametri
X Punto finale maschiatura
foro assiale (quota diametro)
Z Punto finale maschiatura
foro radiale
F Avanzamento al giro:
passo filetto
B lunghezza di avvio
(default: 2 * passo della filettatura F1): tratto
per raggiungere la velocità programmata e l'avanzamento.
Q Numero mandrino
Q=0: mandrino principale (utensile fisso)
Q=1: utensile motorizzato
H Direzione di riferimento
per passo filetto (default: 0)
H=0: avanzamento su asse Z
H=1: avanzamento su asse X
S Velocità di ritorno
(default: stessa velocità come per la
maschiatura)
K Profondità di foratura
(foro radiale: misura del raggio)
K indicato: calcolo del "Punto di partenza foro" sulla base di "Punto
finale foro" e "K"
K non indicato: calcolo di "K" sulla base di "Punto finale foro" e
posizione attuale utensile
J Lunghezza di estrazione
(default: 0) per impiego di pinze di
serraggio con compensazione lineare
Note
L'esecuzione del ciclo inizia dall'attuale posizione dell'utensile e del
mandrino. Il punto di partenza viene raggiunto in rapido.
Foro assiale:
Non programmare "X"
Programmare "Z"
Foro radiale:
Programmare "X"
Non programmare "Z"
X e Z programmati: l'"orientamento utensile" è determinante per un
foro radiale/assiale (vedere “Utensili per maschiare" pag. 426).
Esempio: G36
%36.nc
[G36]
N1 T50 G97 S1000 G95 F0.2 M3
N2 G0 X0 Z5
N3 G71 Z-30
N4 G14 Q0
N5 T51 G97 S600 M3
N6 G0 X0 Z8
N7 G36 Z-25 F1.5 B3 Q0
FINE