Sgrossatura parallela al profilo g836 – HEIDENHAIN MANUALplus 4110 Manuale d'uso
Pagina 317
HEIDENHAIN MANUALplus 4110
317
6.1
1
Cicli di t
o
rn
it
ur
a r
if
er
iti al pr
ofilo
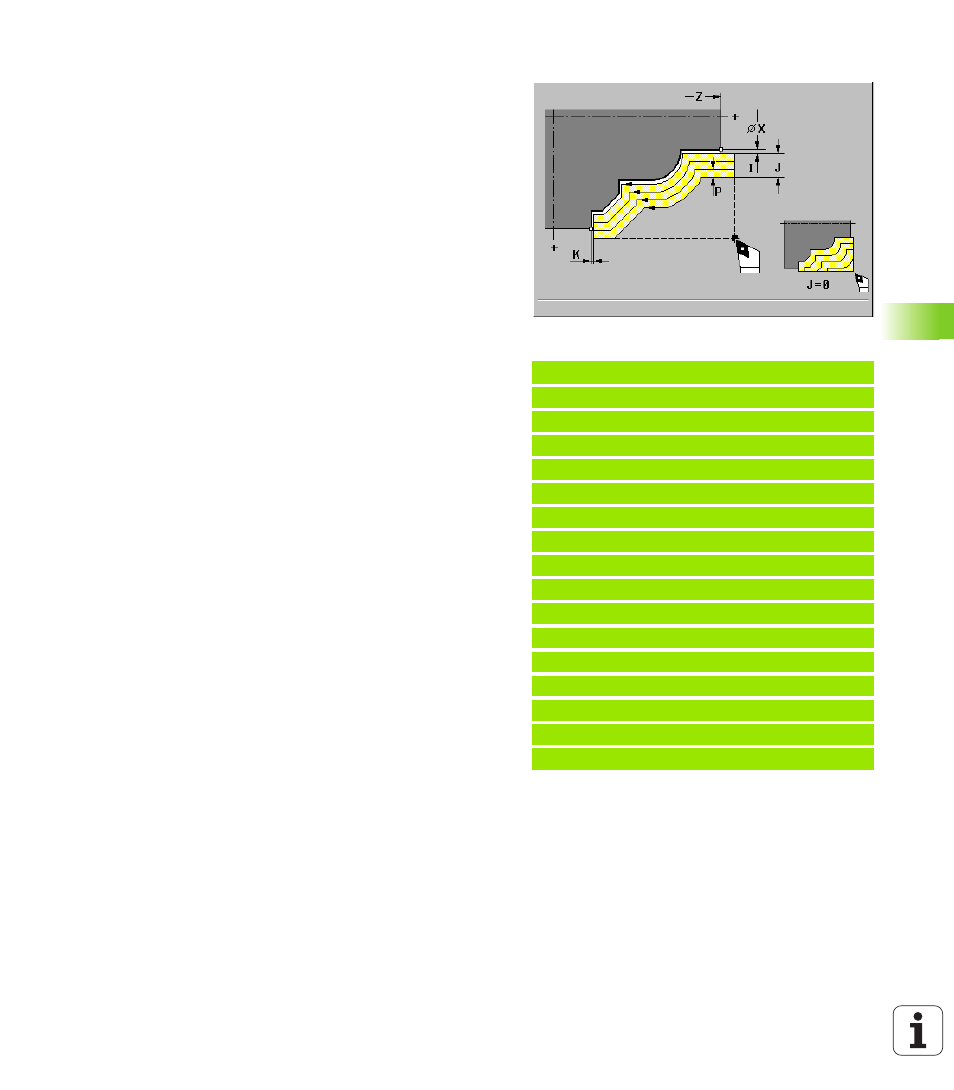
Sgrossatura parallela al profilo G836
L'istruzione G836 lavora le parti del pezzo parallele al profilo. Il punto
di partenza del profilo viene definito nel ciclo con "X, Z" o nel blocco G0
dopo la chiamata ciclo. I blocchi successivi dell'istruzione G836
descrivono la parte del profilo. L'istruzione G80 chiude la descrizione
del profilo.
Parametri
X Punto di partenza
(quota diametro)
Z Punto di partenza
P Accostamento massimo
: La profondità di accostamento viene
valutata in funzione di "J". la configurazione di taglio viene calcolata
in modo tale da evitare una "passata di rettifica"
J=0: P è la profondità di accostamento massima. Il ciclo riduce la
profondità di accostamento, se l'accostamento programmato non
è possibile a causa della geometria del tagliente nel piano radiale
o assiale.
J>0: P è la profondità di accostamento. Questo accostamento
viene utilizzato in senso assiale e radiale.
I Sovrametallo X
(quota diametro) – (default: 0)
K Sovrametallo Z
(default: 0)
J Sovramet. pezzo grezzo
– il ciclo esegue la truciolatura
J=0: dalla posizione utensile
J>0: l'area descritta dal sovramet. pezzo grezzo
Q Sgrossatura radiale
(default: 0): Lavorazione assiale o radiale
Q=0: lavorazione assiale
Q=1: lavorazione radiale
Esempio: G836
%836.nc
[G836]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G836 P4 I1 K0.3
N4 G0 X80 Z0
N5 G1 Z-15 B-1
N6 G1 X102 B2
N7 G1 Z-22
N8 G1 X90 Zi-12 B1
N9 G1 Zi-6
N10 G1 X100 A80 B-1
N11 G1 Z-47
N12 G1 X110
N13 G0 Z2
N14 G80
FINE