5 cicli di tr oncat u ra – HEIDENHAIN MANUALplus 4110 Manuale d'uso
Pagina 150
150
4 Programmazione di cicli
4.5 Cicli di tr
oncat
u
ra
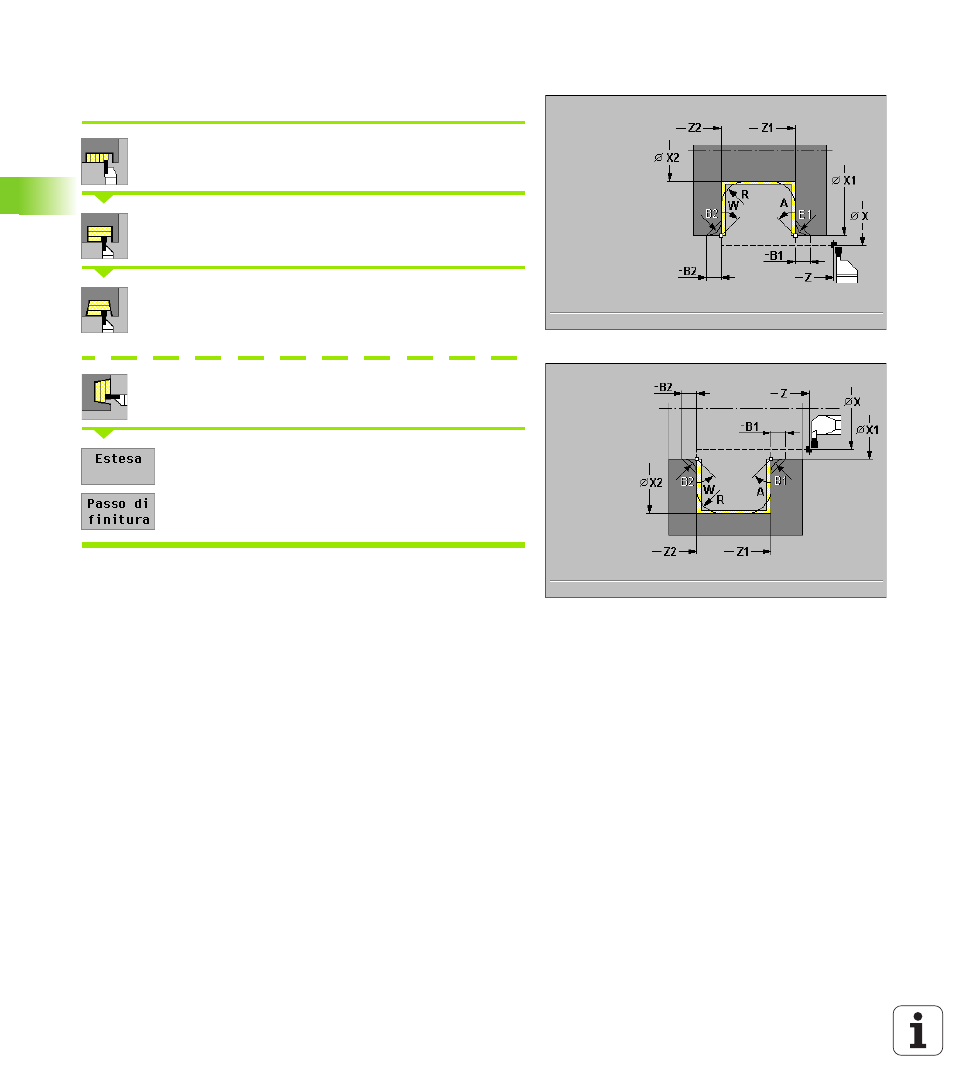
Troncatura-tornitura radiale/assiale finitura –
Estesa
Selezionare "Cicli di troncatura"
Selezionare "Troncatura-tornitura"
Selezionare "Troncatura-tornitura radiale" (figure a
destra)
Selezionare "Troncatura-tornitura assiale" (figure alla
pagina successiva)
Attivare Estesa
Attivare Finitura
Il ciclo rifinisce la parte del profilo da "X1, Z1" fino a "X2, Z2" (vedere
anche “Troncatura-tornitura" pag. 143).
Parametri ciclo
X, Z Punto di partenza
X1, Z1 Punto iniziale profilo
X2, Z2 Punto finale profilo
O Avanzamento di troncatura
– default: avanzamento attivo
A Angolo iniziale:
Campo: 0° <= A < 90°
W Angolo finale:
Campo: 0° <= W < 90°
R Arrotondamento
B1, B2 Smusso/Raccordo
(B1 inizio profilo; B2 fine profilo)
B>0: raggio di arrotondamento
B<0: larghezza smusso
RB Correzione profondità di tornitura
T Numero utensile
S Numero di giri/Velocità di taglio
F Avanzamento al giro
I, K Sovrametallo parte grezza X, Z