Troncatura-tornitura icp radiale/assiale, 5 cicli di tr oncat u ra – HEIDENHAIN MANUALplus 4110 Manuale d'uso
Pagina 152
152
4 Programmazione di cicli
4.5 Cicli di tr
oncat
u
ra
Troncatura-tornitura ICP radiale/assiale
Selezionare "Cicli di troncatura"
Selezionare "Troncatura-tornitura"
Selezionare "Troncatura-tornitura radiale ICP" (figure a
destra)
Selezionare "Troncatura-tornitura assiale ICP" (figure
alla pagina successiva)
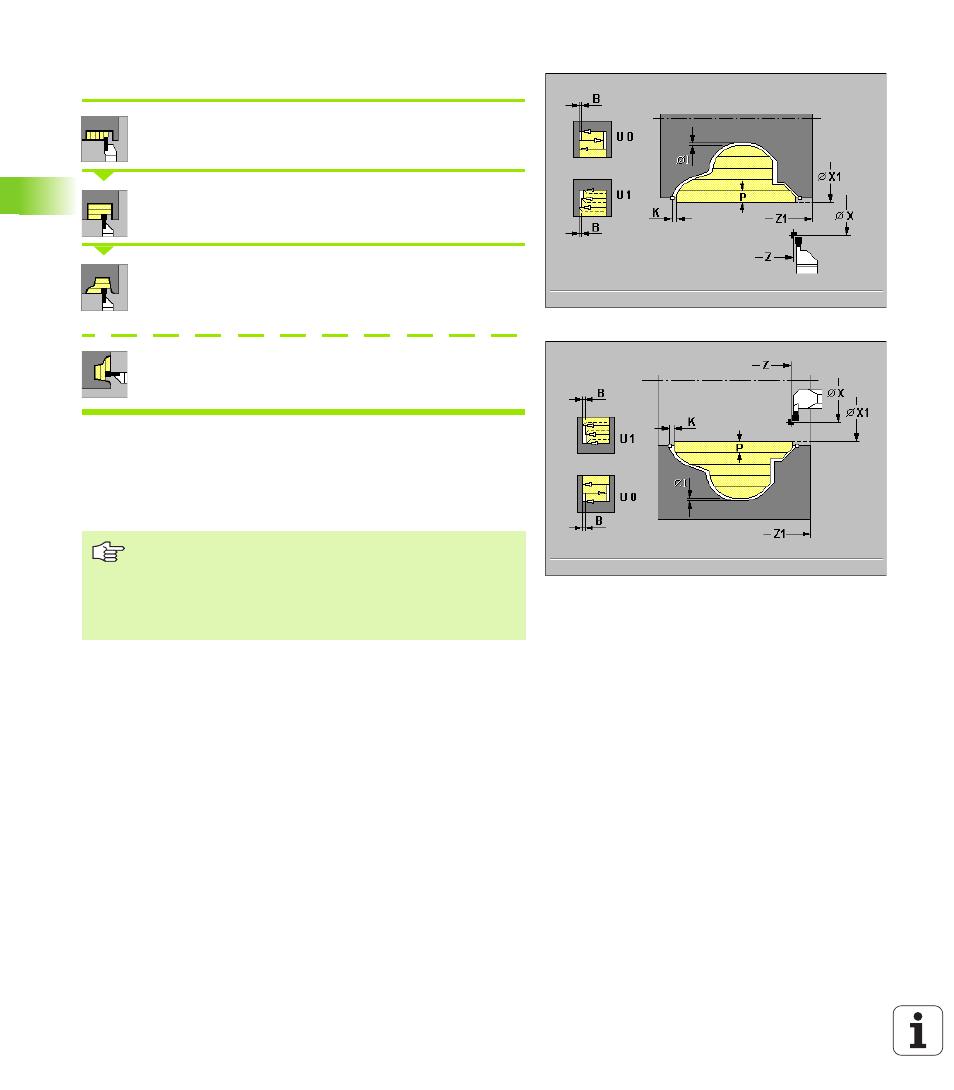
Il ciclo lavora tenendo conto dei sovrametalli in caso di:
profili discendenti: l'area descritta da "X, Z" e dal profilo ICP
profili crescenti: l'area descritta da "X1, Z1" e dal profilo ICP
Vedere anche “Troncatura-tornitura" pag. 143.
Parametri ciclo
X, Z Punto di partenza
X1, Z1 Punto iniziale parte grezza
P Profondità di accostamento:
profondità di accostamento
massima.
O Avanzamento di troncatura
– default: avanzamento attivo
B Larghezza offset
– default: 0
U Lavorazione di tornitura unidirezionale
– default: 0
U=0: bidirezionale
U=1: unidirezionale (direzione: vedere grafica di supporto)
I, K Sovrametallo X, Z
N Numero profilo ICP
T Numero utensile
S Numero di giri/Velocità di taglio
F Avanzamento al giro
Definire per
profili discendenti: solo il "Punto di partenza X, Z", non
il "Punto iniziale profilo X1, Z1"
profili crescenti: il "Punto di partenza X, Z" e il "Punto
iniziale profilo X1, Z1"