9 sag o me di f o ra tu ra e fr esat ur a – HEIDENHAIN MANUALplus 4110 Manuale d'uso
Pagina 233
HEIDENHAIN MANUALplus 4110
233
4.9 Sag
o
me di f
o
ra
tu
ra
e fr
esat
ur
a
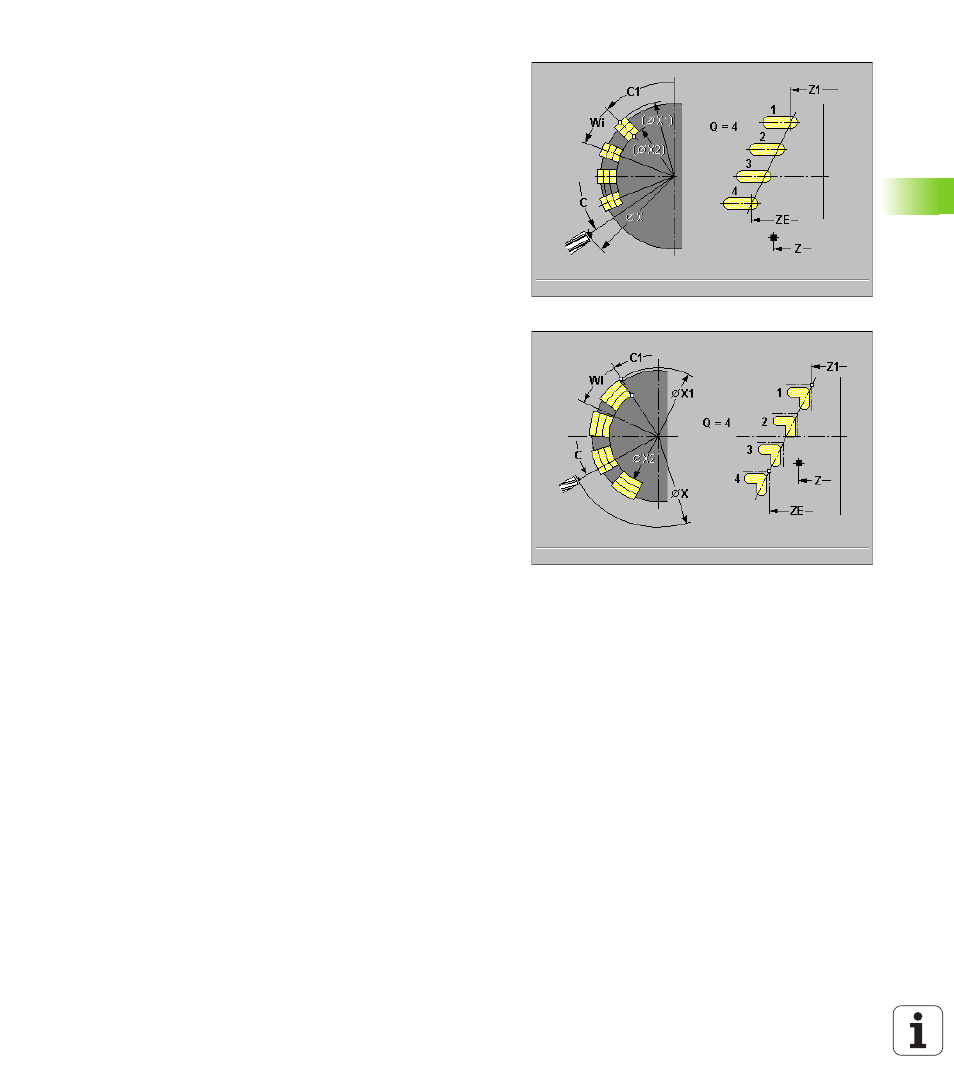
Parametri ciclo
X, Z Punto di partenza
C Angolo mandrino
(posizione asse C) – default: angolo mandrino
attuale
Z1 Punto di partenza sagoma:
posizione 1° foro/1ª scanalatura
(coordinate polari)
C1 Angolo 1° foro/1ª scanalatura:
angolo iniziale (coordinate
polari)
ZE Punto finale sagoma
– default: Z1
Wi Incremento angolare distanza di sagoma
– default: disposizione
uniforme di fori/fresature sul perimetro
Q Numero di fori/scanalature
– default: 1
T Numero utensile
S Numero di giri/Velocità di taglio
F Avanzamento al giro
Le posizioni della sagoma si definiscono con "ZE - Wi" o "Wi - Q".
Vengono inoltre richiesti i parametri di foratura/fresatura.
Esecuzione ciclo
1
posizionamento (in funzione della configurazione della macchina):
senza asse C: posizionamento su "Angolo mandrino C"
con asse C: attivazione dell'asse C e posizionamento in rapido su
"Angolo mandrino C"
funzionamento manuale: lavorazione a partire da angolo
mandrino attuale
2
calcolo delle posizioni della sagoma
3
posizionamento su "Punto iniziale sagoma"
4
esecuzione di foratura/fresatura
5
posizionamento per la successiva lavorazione
6
ripetizione di 4...5, fino a realizzare tutte le lavorazioni
7
posizionamento su "Punto di partenza Z" e disattivazione
dell'asse C