Ciclo per esecuzione gola semplice g86, 13 cicli per esecuzione g o la – HEIDENHAIN MANUALplus 4110 Manuale d'uso
Pagina 332
332
6 Programmazione DIN
6.13 Cicli per esecuzione g
o
la
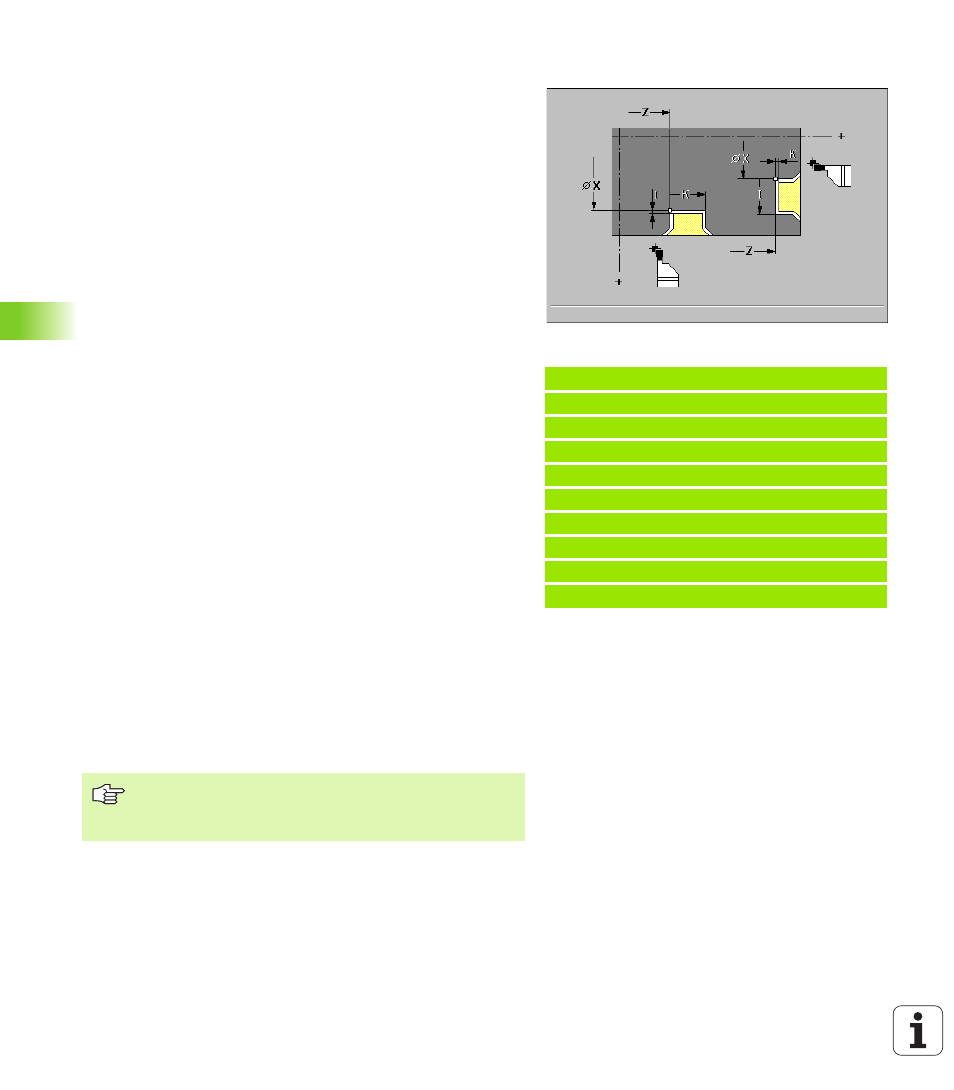
Ciclo per esecuzione gola semplice G86
L'istruzione G86 esegue gole interne ed esterne semplici radiali e
assiali con smussi. Il tipo di gola (radiale/assiale, interna/esterna) viene
determinato sulla base dell'"orientamento utensile" (vedere “Utensili
per tornire" pag. 421).
Parametri
X Spigolo base X
(quota diametro)
Z Spigolo base Z
I Sovrametallo
Gola radiale: sovrametallo per pretroncatura
Gola assiale: larghezza gola – nessuna immissione: viene
eseguita una corsa di troncatura (larghezza gola = larghezza
utensile)
K Larghezza
Gola radiale: larghezza gola – nessuna immissione: viene eseguita
una corsa di troncatura (larghezza gola = larghezza utensile)
Gola assiale: sovrametallo per pretroncatura
E Tempo di sosta
per troncatura finale (default: durata di un giro)
Note sull'esecuzione del ciclo
Se è programmato un sovrametallo, viene eseguita dapprima la
pretroncatura e quindi la troncatura finale (finitura).
Se non si desiderano gli smussi, occorre posizionare l'utensile prima
della gola. Calcolo per gola radiale:
XS = XK + 2 * (1,3 – b)
XS: posizione di partenza (quota diametro)
XK: diametro profilo
b: larghezza smusso
Il calcolo per la gola assiale viene eseguito in modo analogo.
Una volta eseguito il ciclo, l'utensile si trova:
per gola radiale
X: posizione di partenza
Z: ultima posizione di troncatura
per gola assiale
X: ultima posizione di troncatura
Z: posizione di partenza
Esempio: G86
%86.nc
[G86]
N1 T30 G95 F0.15 G96 S200 M3
N2 G0 X62 Z2
N3 G86 X54 Z-30 I0.2 K7 E2 [radiale]
N4 G14 Q0
N5 T38 G95 F0.15 G96 S200 M3
N6 G0 X120 Z1
N7 G86 X102 Z-4 I7 K0.2 E1 [assiale]
FINE
Compensazione del raggio del tagliente: non viene
eseguita.
Sovrametallo: non viene considerato.