Filetto metrico iso g35, 15 cicli di filet tat ur a – HEIDENHAIN MANUALplus 4110 Manuale d'uso
Pagina 341
HEIDENHAIN MANUALplus 4110
341
6.15 Cicli di filet
tat
ur
a
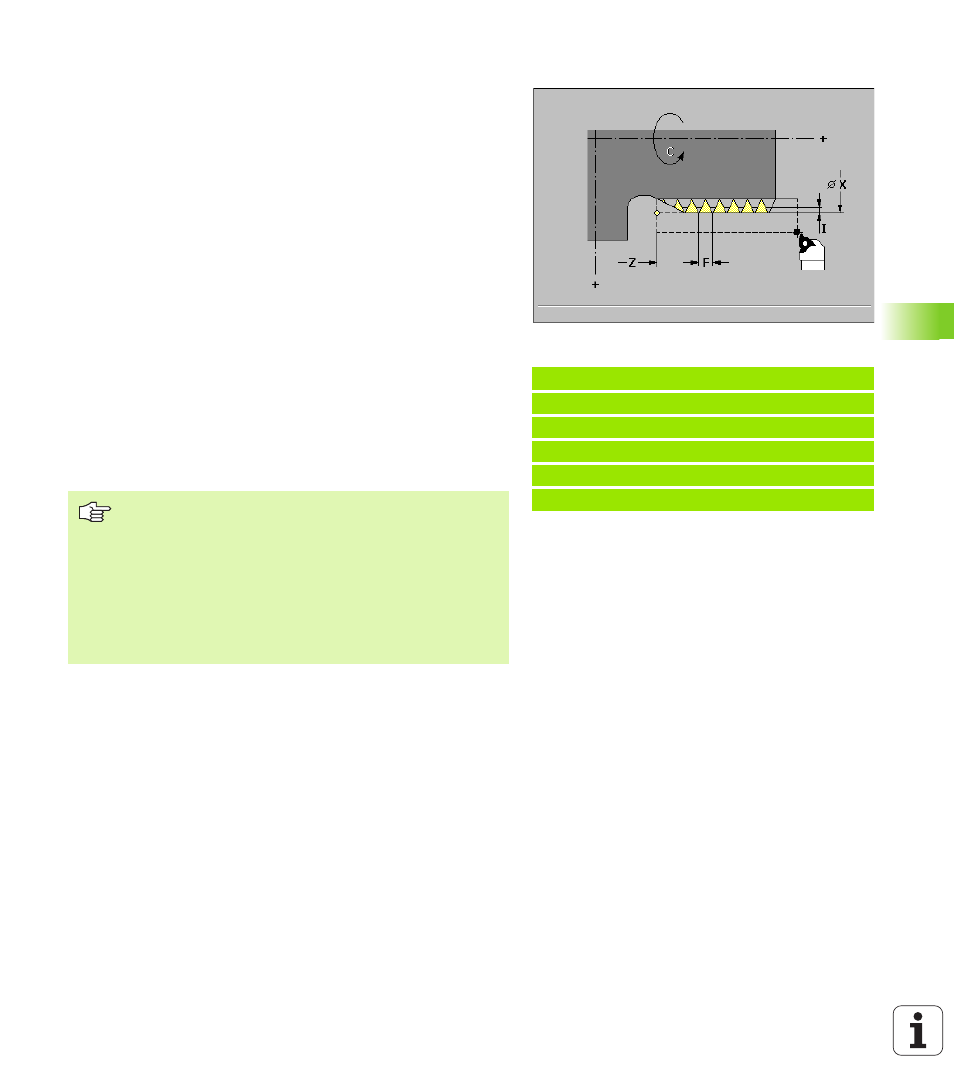
Filetto metrico ISO G35
L'istruzione G35 realizza un filetto assiale (filetto interno o esterno). Il
filetto inizia sull'attuale posizione dell'utensile e termina nel "Punto
finale X, Z".
Il MANUALplus determina sulla base della posizione utensile
relativamente al punto finale del filetto, se realizzare un filetto interno
o esterno.
Parametri
X Punto finale filetto
(quota diametro)
Z Punto finale filetto
F Passo filetto
– default: viene determinato sulla base del
diametro della tabella (vedere “Passo filetto" pag. 526)
I Accostamento massimo
– nessuna immissione: calcolo di I sulla
base del passo filetto e della profondità filetto
Q Numero di passate a vuoto
(default: 0): che vengono eseguite
dopo l'ultima passata
B Passate residue
(default: 0)
B=0: suddivisione "ultima passata" in 1/2, 1/4, 1/8
B=1: senza configurazione di taglio residua
Accostamenti: se da U/I risulta un resto, tale "resto" vale per il primo
accostamento. L'"ultima passata" viene ripartita in 1/2, 1/4, 1/8.
Esempio: G35
%35.nc
[G35]
N1 T45 G97 S1500 M3
N2 G0 X16 Z4
N3 G35 X16 Z-29 F1.5
FINE
"Stop ciclo" è attivo alla fine di un filetto.
Override avanzamento e mandrino sono inattivi durante
l'esecuzione del ciclo.
Per filetti interni è necessario predefinire il parametro
"Passo filetto F", in quanto il diametro dell'elemento
assiale non è il diametro del filetto. Se il MANUALplus
ricorre alla definizione del passo del filetto, lo deve
calcolare con il minimo scostamento.
Il pilotaggio è attivo.