20 lavorazione superficie frontale, Punto di partenza profilo/rapido g100 – HEIDENHAIN MANUALplus 4110 Manuale d'uso
Pagina 362
362
6 Programmazione DIN
6.20 La
v
o
ra
zione superficie fr
ontale
6.20 Lavorazione superficie frontale
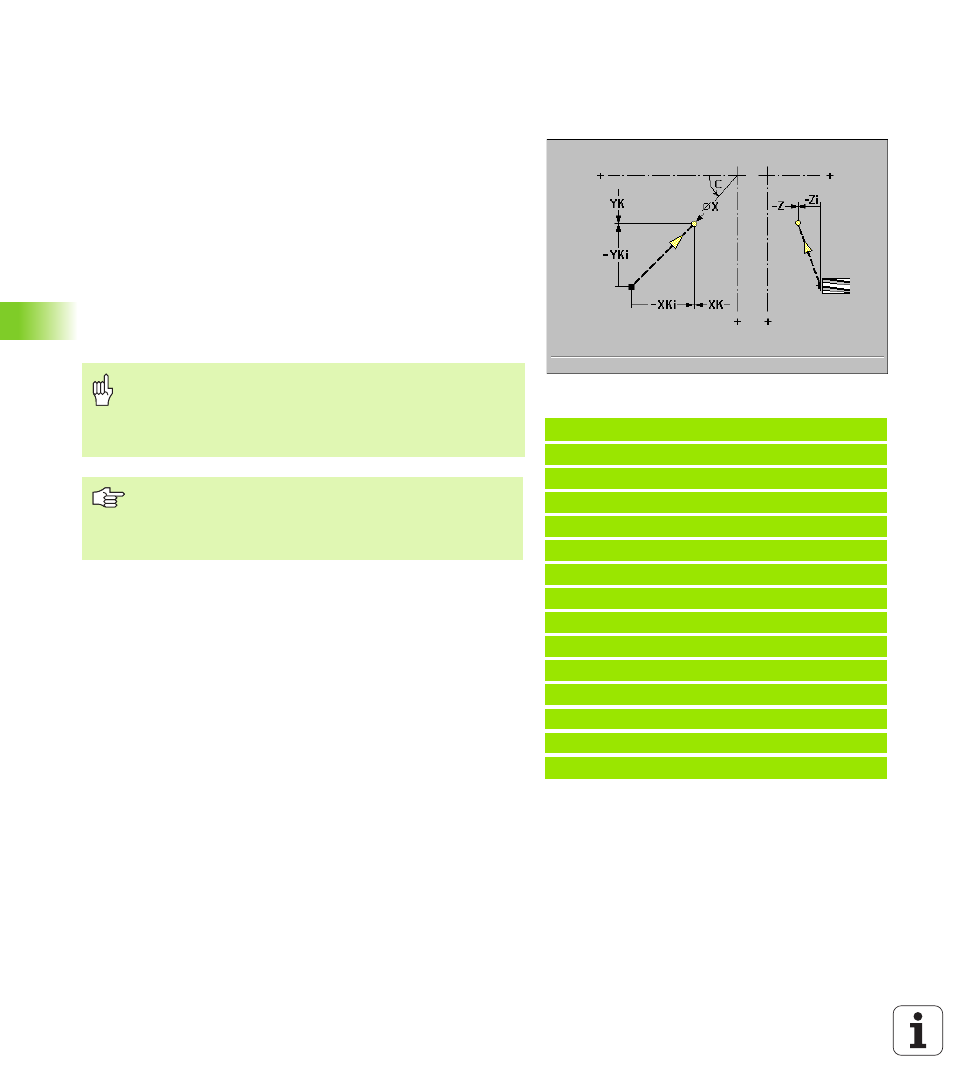
Punto di partenza profilo/Rapido G100
Istruzione geometrica: G100 definisce il punto iniziale di un profilo
sulla superficie frontale.
Istruzione di lavorazione: l'utensile trasla in rapido fino al "Punto
finale" seguendo il percorso più breve.
Parametri
X Punto finale
(quota diametro)
C Angolo finale
– Direzione angolare: vedere grafica di supporto
XK Punto finale
(cartesiano)
YK Punto finale
(cartesiano)
Z Punto finale
Esempio: G100
%100.nc
[G10 0, G101, G102, G103]
N1 T70 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N5 G793 Z2 ZE-5 P2 U0.5 R0 I0.5 F0.15 H0 Q0
N6 G100 XK20 YK5
N7 G101 XK50 B5
N8 G103 XK5 YK50 R50 Q1 B5
N9 G101 XK5 YK20 B5
N10 G102 XK20 YK5 R20 B5
N11 G80
N12 M15
FINE
Attenzione Pericolo di collisioni!
Con G100 l'utensile esegue un movimento rettilineo,
anche se si programma soltanto "C". Per il posizionamento
del pezzo ad una determinata angolazione si utilizza
l'istruzione G110.
Definire il "Punto iniziale profilo" o il punto finale con
coordinate polari o cartesiane.
Ammesso solo con G100 come istruzione di
lavorazione: parametro Z