38 lavorazione completa, Generalità della lavorazione completa – HEIDENHAIN SW 54843x-03 DIN Programming Manuale d'uso
Pagina 447
HEIDENHAIN MANUALplus 620, CNC PILOT 640
447
4.38 La
v
o
ra
zione completa
4.38 Lavorazione completa
Generalità della lavorazione completa
Con lavorazione completa si indica la lavorazione superficie frontale e
superficie posteriore in un programma NC. Il controllo numerico
supporta la lavorazione completa per tutte le macchine più comuni. A
tale scopo sono disponibili funzioni quali il trasferimento parti in
sincronia angolare con mandrino in rotazione, lo spostamento su
arresto, la troncatura controllata e la conversione di coordinate. In
questo modo viene garantita una lavorazione completa a tempo
ottimizzato come pure una programmazione semplice.
Si descrive il profilo di tornitura, i profili per l'asse C nonché la
lavorazione completa in un programma NC. Per girare il pezzo sono
disponibili programmi esperti, che tengono in considerazione la
configurazione del tornio.
I vantaggi della "lavorazione completa" possono anche essere sfruttati
su torni con un solo mandrino principale.
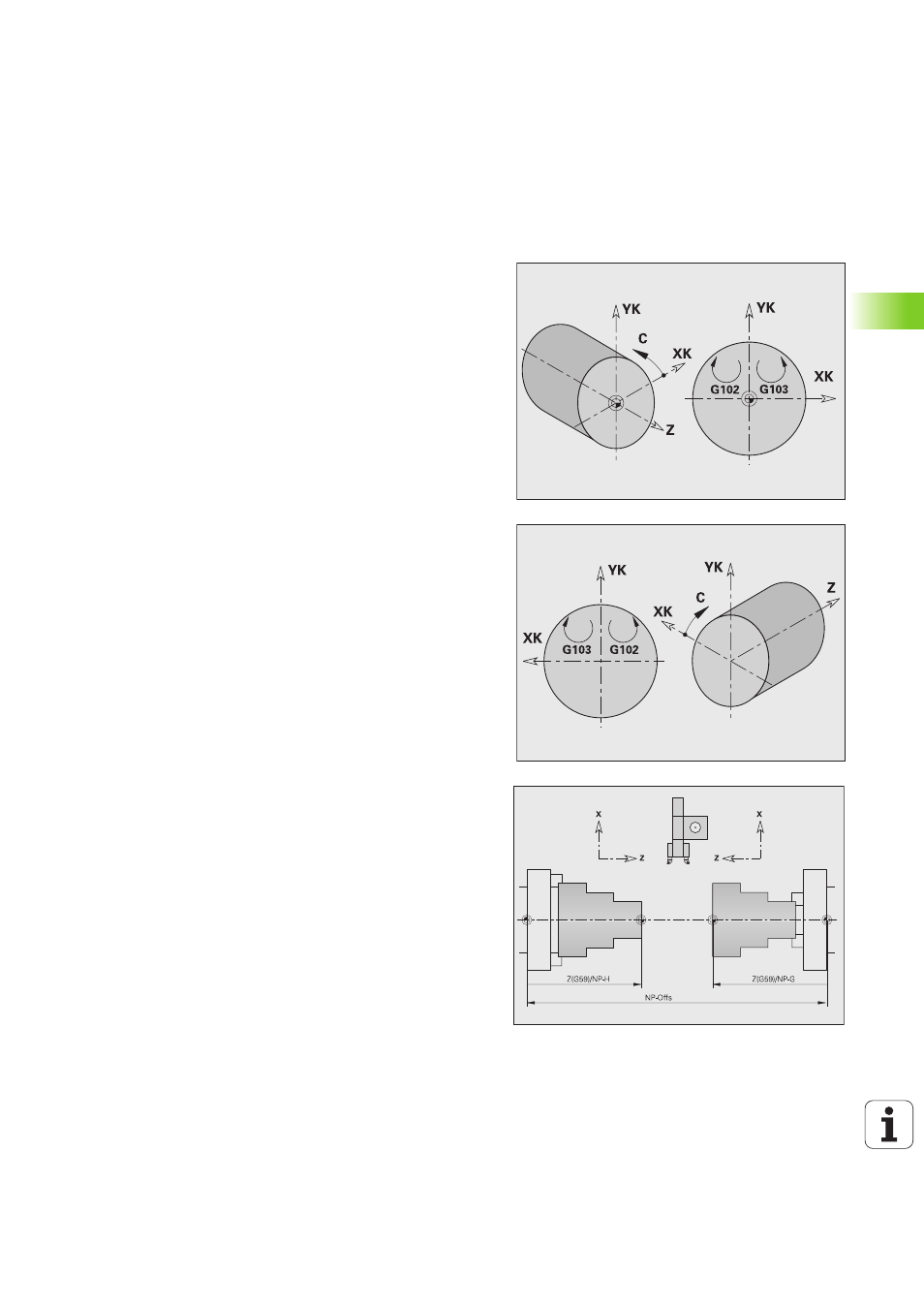
Profili posteriori asse C: l'orientamento dell'asse XK e quindi anche
l'orientamento dell'asse C è "vincolato al pezzo". Da questo consegue
per la superficie posteriore:
orientamento dell'asse XK: "a sinistra" (superficie frontale: "a destra")
orientamento dell'asse C: "in senso orario"
senso di rotazione su archi di cerchio G102: "in senso antiorario"
senso di rotazione su archi di cerchio G103: "in senso orario"
Tornitura: il controllo numerico supporta la lavorazione completa per
funzioni di conversione e ribaltamento. In questo modo possono
essere mantenute anche per la lavorazione della superficie posteriore
le direzioni di movimento desiderate:
I movimenti in direzione + si allontanano dal pezzo
I movimenti in direzione – si avvicinano al pezzo
Di norma il costruttore della macchina mette a disposizione
programmi esperti per il trasferimento del pezzo idonei al proprio
tornio.
Punti di riferimento e sistema di coordinate: la posizione delle
origini macchina e pezzo, nonché i sistemi di coordinate per il
mandrino principale e il contromandrino sono indicati nella figura in
basso. Con questa struttura del tornio si consiglia di ribaltare
esclusivamente l'asse Z. In questo modo si ottiene che anche nelle
lavorazioni sul contromandrino vale il principio "i movimenti in direzione
positiva si allontanano dal pezzo".
Di norma il programma esperti contiene il ribaltamento dell'asse Z e lo
spostamento origine di "NP-Offs".
(Trans_Z1)