Maschiatura g36 - singola passata, Pag. 331, 22 cicli di f o ra tu ra – HEIDENHAIN SW 54843x-03 DIN Programming Manuale d'uso
Pagina 331
HEIDENHAIN MANUALplus 620, CNC PILOT 640
331
4.22 Cicli di f
o
ra
tu
ra
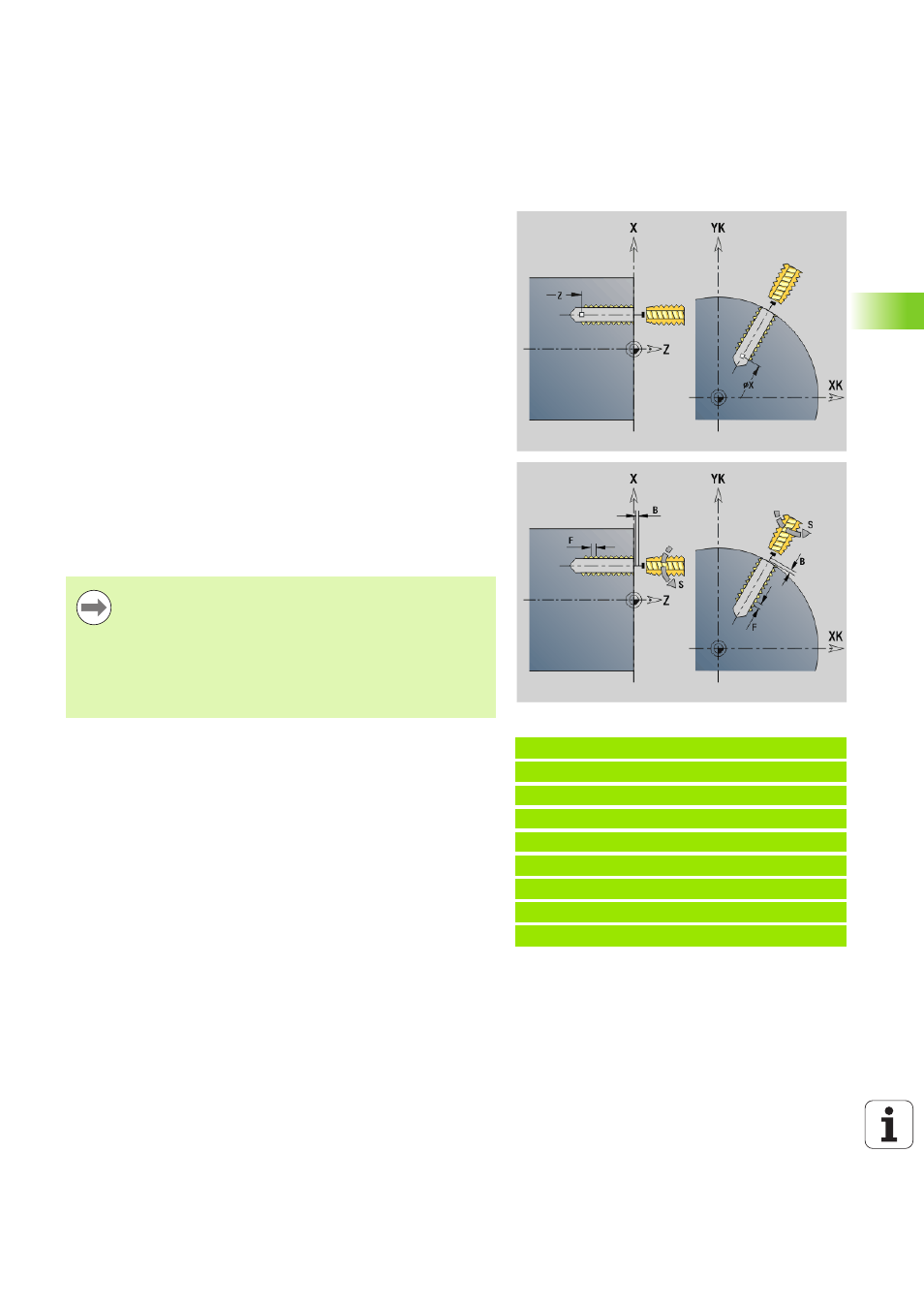
Maschiatura G36 - Singola passata
L'istruzione G36 esegue la filettatura assiale/radiale con utensili fissi o
motorizzati. G36 decide sulla base di "X/Z", se viene realizzata una
foratura radiale o assiale.
Raggiungere il punto di partenza prima di G36. Dopo la maschiatura
G36 raggiunge il punto di partenza.
Possibilità di lavorazione:
Maschio fisso: il mandrino principale e l'azionamento
dell'avanzamento vengono sincronizzati.
Maschio motorizzato: l'utensile motorizzato e l'azionamento
dell'avanzamento vengono sincronizzati.
Beispiel: G36
. . .
N1 T5 G97 S1000 G95 F0.2 M3
N2 G0 X0 Z5
N3 G71 Z-30
N4 G14 Q0
N5 T6 G97 S600 M3
N6 G0 X0 Z8
N7 G36 Z-25 F1.5 B3 [Maschiatura]
. . .
Parametri
X
Punto finale foro radiale (quota diametrale)
Z
Punto finale foro assiale
F
Avanzamento per giro (passo filettatura)
B
Lunghezza di entrata per la sincronizzazione di mandrino e
azionamento dell'avanzamento
S
Velocità di ritorno (default: numero di giri di maschiatura)
P
Profondità rottura truciolo
I
Distanza di arretramento
"Stop ciclo" arresta la maschiatura.
"Start ciclo" prosegue l'esecuzione della maschiatura.
Utilizzare override avanzamento per variazioni di
velocità.
L'override avanzamento non è attivo!
Per l'azionamento utensile non regolato (senza encoder
ROD) è necessario un compensatore utensile.