26 cicli di fr esat ur a – HEIDENHAIN SW 54843x-03 DIN Programming Manuale d'uso
Pagina 376
376
Programmazione DIN
4.26 Cicli di fr
esat
ur
a
La Direzione di fresatura viene influenzata attraverso la Direzione di
fresatura H
, la Direzione di lavorazione Q e il senso di rotazione
della fresa (vedere tabella seguente).
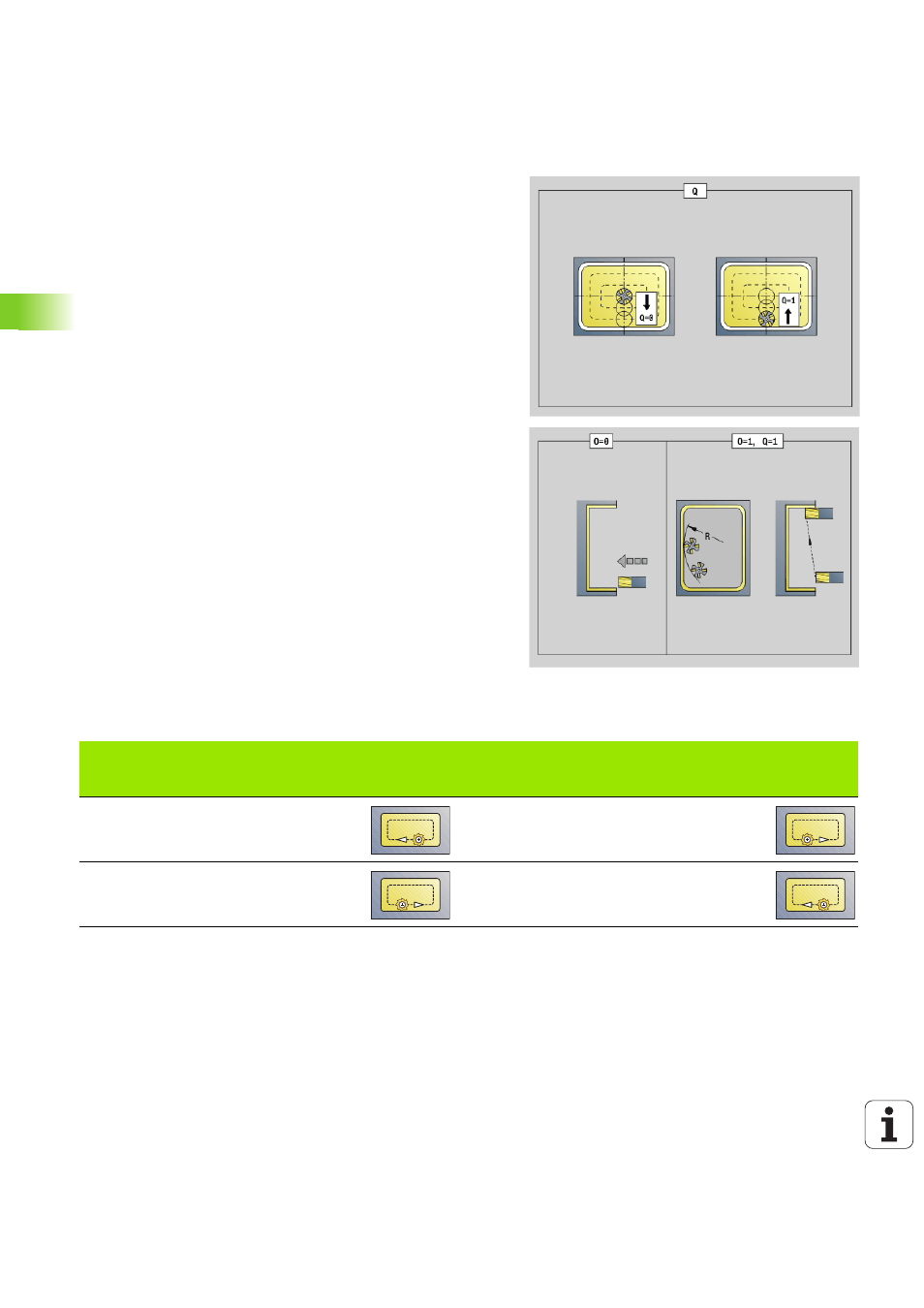
Parametri – Finitura
Q
Direzione di lavorazione (default: 0)
0: dall'interno verso l'esterno
1: dall'esterno verso l'interno
O
Strategia di penetrazione (default: 0)
O=0 (penetrazione perpendicolare): il ciclo si porta sul punto
di partenza, penetra e finisce la tasca.
O=1 (arco di entrata con incremento in profondità): sui piani
di fresatura superiori, il ciclo si accosta al piano e si avvicina
con un arco di entrata. Sui piani di fresatura inferiori, la fresa
penetra fino alla profondità di fresatura mentre percorre
l'arco di entrata (arco di entrata tridimensionale). Questa
strategia di penetrazione può essere impiegata soltanto in
combinazione con un arco di entrata "R". Il presupposto è la
lavorazione dall'interno verso l'esterno (Q=1).
Esecuzione del ciclo
1
La posizione di partenza (X, Z, C) è la posizione prima del ciclo.
2
Calcolo della configurazione di taglio (avanzamenti in piano,
avanzamenti in profondità).
3
Avvicinamento a distanza di sicurezza e incremento per la prima
profondità di fresatura.
4
Fresatura in un piano.
5
Sollevamento a distanza di sicurezza, avvicinamento e
accostamento per la successiva profondità di fresatura.
6
Ripetizione di 4...5, fino a quando la superficie completa è fresata.
7
Ritorno secondo il "Piano di ritorno rb".
Fresatura tasca finitura G846
Direzione di
fresatura
Senso di
rotazione UT
Versione
Direzione di
fresatura
Senso di
rotazione UT
Versione
Discorde (H=0)
Mx03
Concorde (H=1)
Mx03
Discorde (H=0)
Mx04
Concorde (H=1)
Mx04