Troncatura-tornitura g869 – HEIDENHAIN SW 54843x-03 DIN Programming Manuale d'uso
Pagina 286
286
Programmazione DIN
4.1
7
Cicli di t
o
rn
it
ur
a r
if
e
ri
ti al pr
ofilo
Troncatura-tornitura G869
L'istruzione G869 lavora l'area del profilo definita. Trasferire il
riferimento al profilo da lavorare nei parametri del ciclo oppure definire
il profilo direttamente dopo la chiamata ciclo (vedere "Lavorare con i
cicli riferiti al profilo" a pagina 270).
Compiendo movimenti alternati di esecuzione gola e sgrossatura, la
lavorazione avviene con minimi movimenti di sollevamento e
accostamento. Il profilo da lavorare può contenere diverse cavità. Se
necessario, è possibile suddividere la superficie di lavorazione in
diverse aree.
Parametri
ID
Profilo ausiliario - Numero di identificazione del profilo da
lavorare
NS
Numero di blocco iniziale
Inizio della sezione del profilo, o
Riferimento a una gola G22-Geo/G23-Geo
NE
Numero di blocco finale (fine della sezione del profilo)
NE non programmato: l'elemento del profilo NS viene
lavorato nella direzione di definizione del profilo.
NS=NE programmato: l'elemento del profilo NS viene
lavorato in senso contrario alla direzione di definizione del
profilo.
NE assente, se il profilo è definito con G22-Geo/G23-Geo
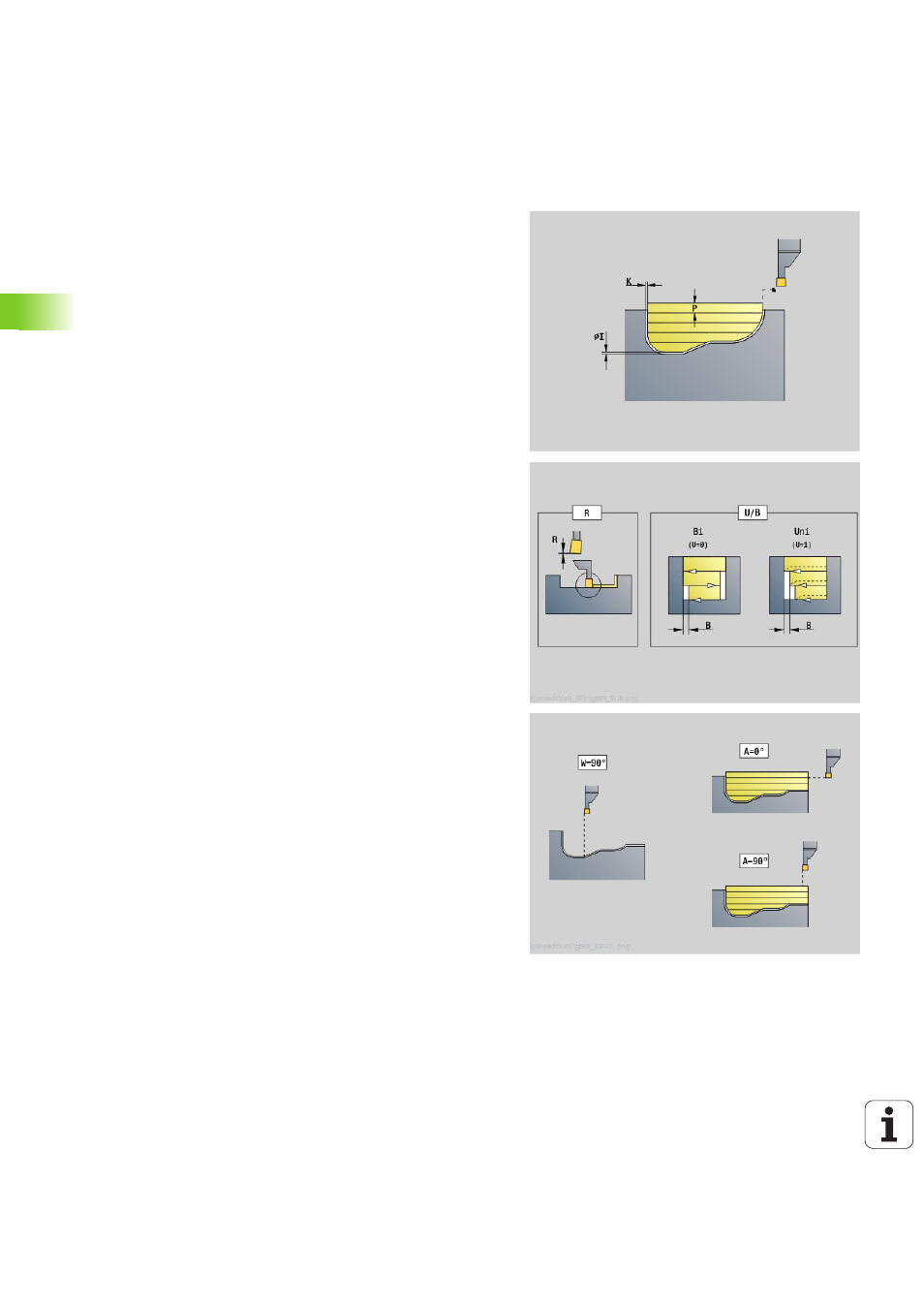
P
Incremento massimo
R
Correzione della profondità di tornitura per lavorazione di
finitura (default: 0)
I
Sovrametallo in direzione X (quota diametrale) – (default: 0)
K
Sovrametallo in direzione Z (default: 0)
X
Limitazione di taglio (quota diametrale) – (default: nessuna
limitazione di taglio)
Z
Limitazione di taglio (default: nessuna limitazione di taglio)
A
Angolo di avvicinamento (default: in direzione opposta a quella
di esecuzione gola)
W
Angolo di allontanamento (default: in direzione opposta a quella
di esecuzione gola)
Q
Esecuzione (default: 0)
0: sgrossatura e finitura
1: solo sgrossatura
2: solo finitura
U
Lavorazione di tornitura unidirezionale (default: 0)
0: la lavorazione di sgrossatura avviene in senso
bidirezionale.
1: la lavorazione di sgrossatura avviene in senso
unidirezionale nella direzione di lavorazione (da "NS a NE")