Filettatura metrica iso g38, 1 9 cicli di filet tat ur a – HEIDENHAIN SW 54843x-03 DIN Programming Manuale d'uso
Pagina 315
HEIDENHAIN MANUALplus 620, CNC PILOT 640
315
4.1
9
Cicli di filet
tat
ur
a
Filettatura metrica ISO G38
Il ciclo G38 crea un filetto cilindrico, la cui forma non corrisponde a
quella dell'utensile. Utilizzare un utensile per troncare o sferico per la
lavorazione.
Il profilo del passo del filetto è descritto come profilo ausiliario. La
posizione del profilo ausiliario deve coincidere con la posizione di
partenza delle passate. Nel ciclo è possibile selezionare l'intero profilo
ausiliario o soltanto aree parziali.
Beispiel: G38
%352.nc
[G38]
N1 T5 G97 S1500 M3
N2 G0 X43 Z4
N3 G38 ID"123" NS3 NE5 X40 Z-30 F1.5 I0.8
K0.5 J3 C0
END [FINE]
Parametri
ID
Nome del profilo ausiliario
NS
Blocco di partenza del profilo da lavorare.
NE
Blocco finale del profilo da lavorare
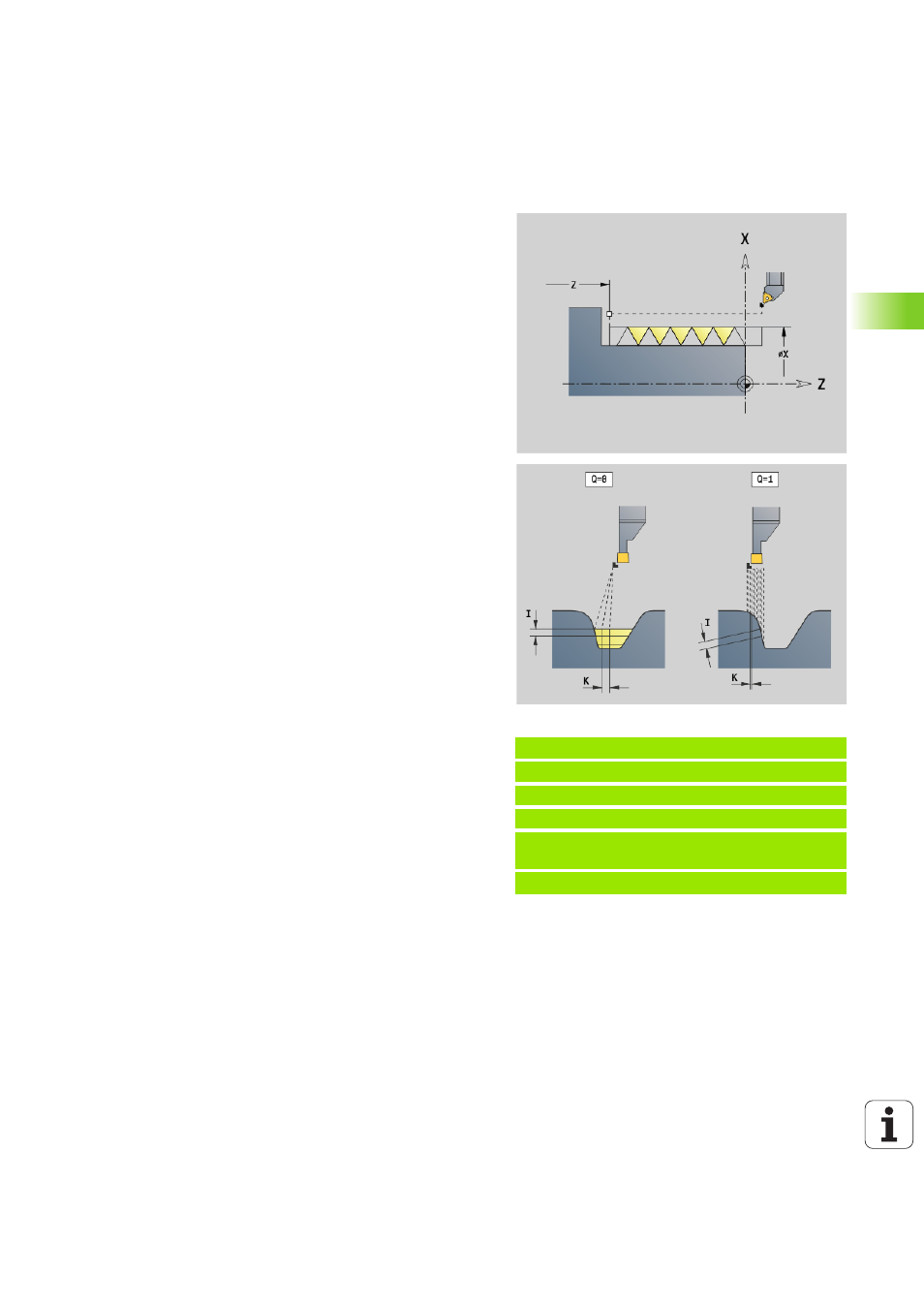
Q
Profondità di filettatura
0: sgrossatura: il profilo viene svuotato riga per riga con
incremento massimo I e K. Viene considerato un
sovrametallo programmato (G58 o G57).
1: finitura: la passata viene creata in singole passate lungo il
profilo. Con I e K si definiscono le distanze tra le singole
passate sul profilo.
X
Punto finale filetto X
Z
Punto finale filetto Z
F
Passo filetto
I
Incremento massimo
Con Q=0: profondità di accostamento
Con Q=1: distanza tra le passate di finitura come lunghezza
arco
K
Incremento massimo
Con Q=0: larghezza offset
Con Q=1: distanza tra le passate di finitura su retta
J
Lunghezza uscita
C
Angolo di partenza
O
Tipo di incremento in profondità
0: rapido
1: avanzamento