HEIDENHAIN SW 54843x-03 DIN Programming Manuale d'uso
Pagina 287
HEIDENHAIN MANUALplus 620, CNC PILOT 640
287
4.1
7
Cicli di t
o
rn
it
ur
a r
if
e
ri
ti al pr
ofilo
In base alla definizione dell'utensile il Controllo numerico riconosce se
è presente una gola radiale o assiale.
Programmare almeno un riferimento del profilo (ad es.: NS o NS, NE)
e P.
Correzione profondità di tornitura R: in funzione del materiale, della
velocità di avanzamento ecc., il tagliente "devia" durante la lavorazione
di tornitura. L'errore di incremento che ne deriva si corregge con la
correzione della profondità di tornitura. Il valore viene di norma
determinato per via empirica.
Parametri
H
Tipo di svincolo alla fine del ciclo (default: 0)
0: ritorno al punto di partenza (gola assiale: prima in direzione
Z poi X; gola radiale: prima in direzione X poi Z)
1: posizionamento davanti al profilo finito
2: sollevamento a distanza di sicurezza e arresto
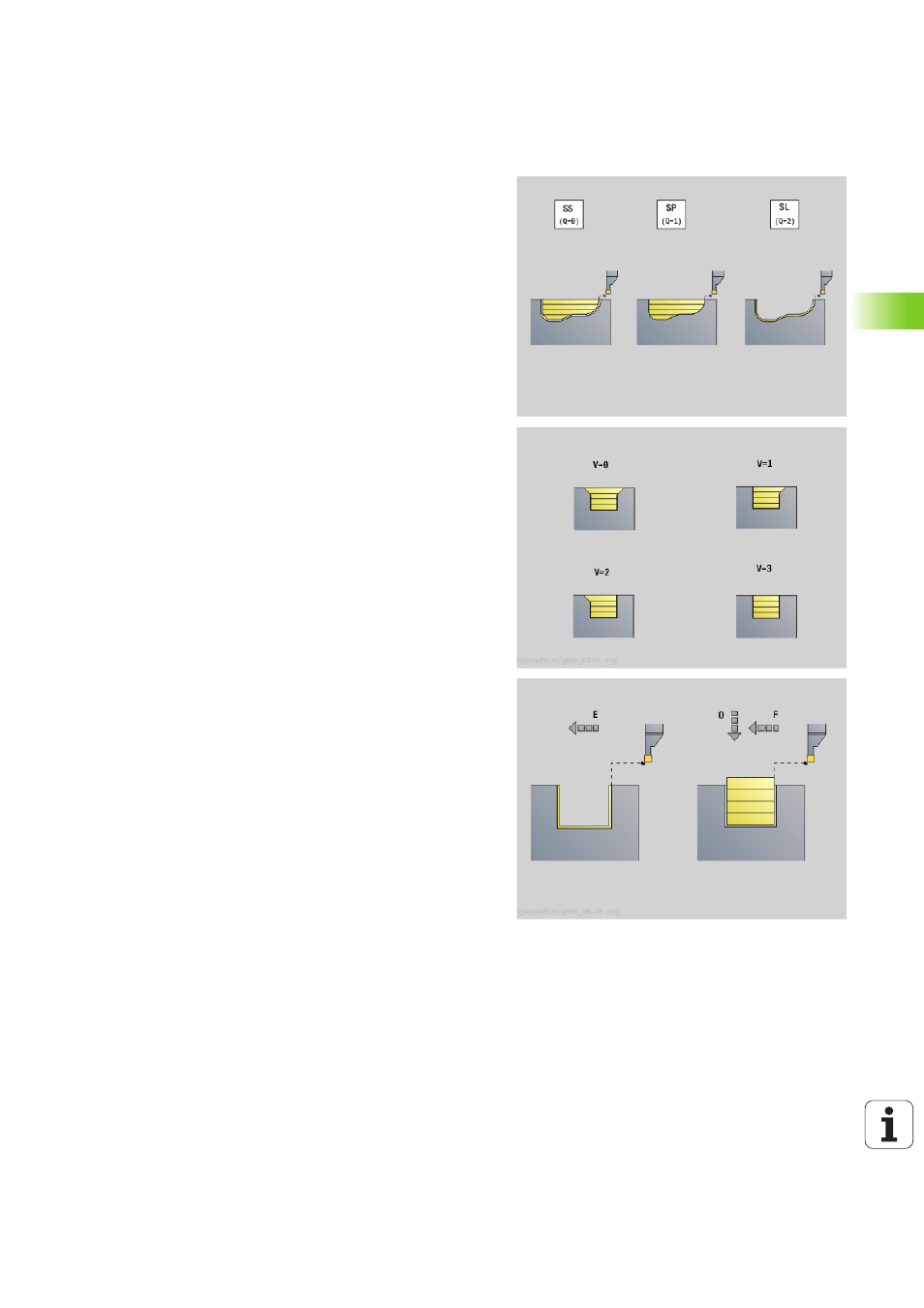
V
Identificativo inizio/fine (default: 0). Uno smusso/
arrotondamento viene lavorato:
0: all'inizio e alla fine
1: all'inizio
2: alla fine
3: nessuna lavorazione
O
Avanzamento di troncatura (default: avanzamento attivo)
E
Avanzamento di finitura (default: avanzamento attivo)
B
Larghezza offset (default: 0)
XA,
ZA
Punto iniziale pezzo grezzo (attivo solo se non è programmato
alcun pezzo grezzo):
XA, ZA non programmato: il profilo del pezzo grezzo viene
definito dalla posizione dell'utensile e dal profilo ICP.
XA, ZA programmato: definizione dello spigolo del profilo
pezzo grezzo.