HEIDENHAIN SW 54843x-03 DIN Programming Manuale d'uso
Pagina 284
284
Programmazione DIN
4.1
7
Cicli di t
o
rn
it
ur
a r
if
e
ri
ti al pr
ofilo
In base alla definizione dell'utensile il Controllo numerico riconosce se
è presente una lavorazione esterna o interna oppure una gola radiale o
assiale.
Le ripetizioni delle gole possono essere programmate con G741 prima
della chiamata del ciclo.
Parametri
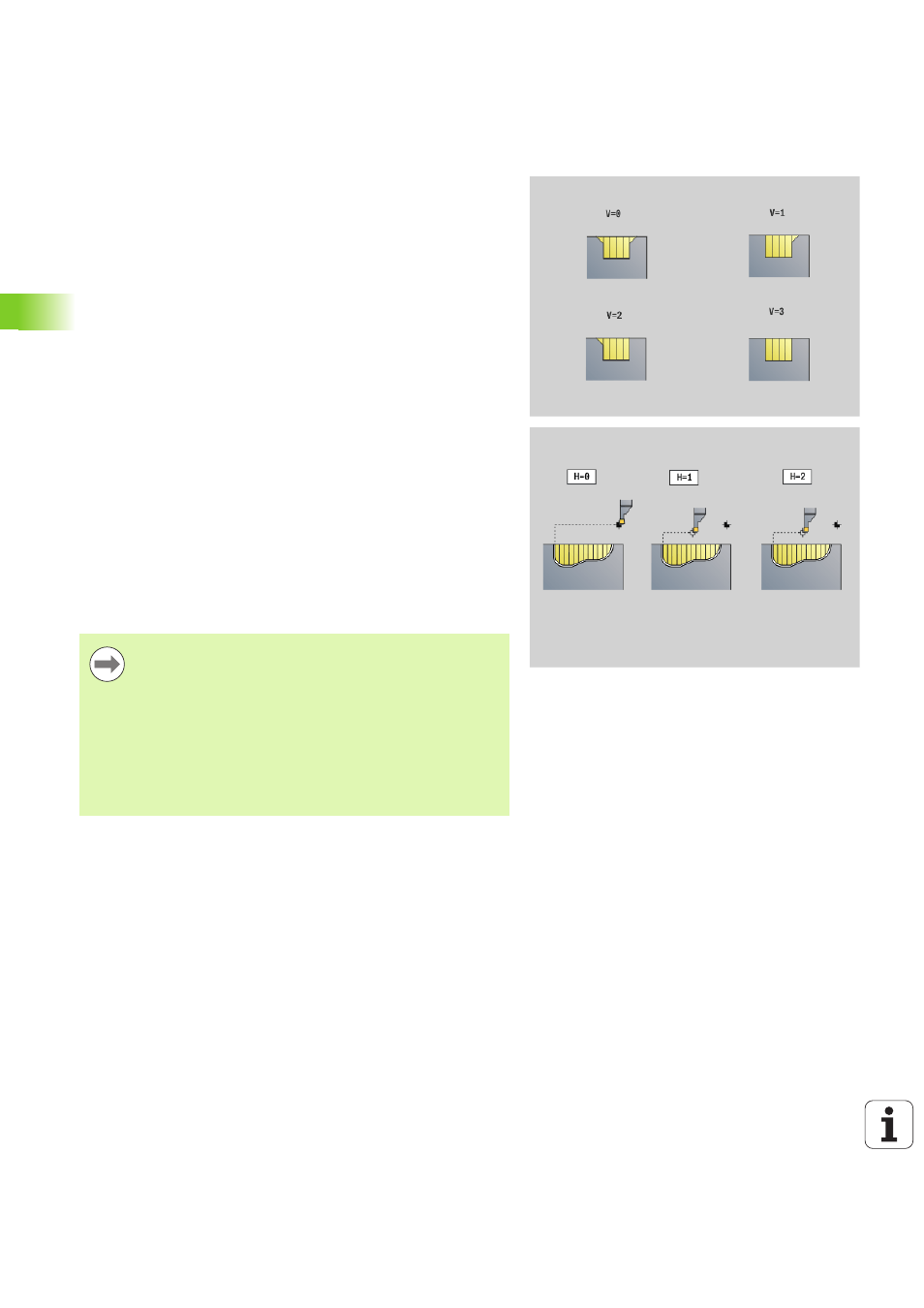
H
Tipo di svincolo alla fine del ciclo (default: 0)
0: ritorno al punto di partenza
gola assiale: prima in direzione Z, poi X
gola radiale: prima in direzione X, poi Z
1: posizionamento davanti al profilo finito
2: sollevamento a distanza di sicurezza e arresto
B
Larghezza di tronc.
P
Profondità di taglio che viene incrementata in ogni passata
O
Sollevamento pretroncatura
0: sollevamento rapido
1: a 45°
U
Elemento base finitura
0: valore da parametro globale
1: divisione
2: completo
La compensazione del raggio del tagliente viene
eseguita.
Un sovrametallo G57 "ingrandisce" il profilo (anche
profili interni).
Un sovrametallo G58
\>0: "ingrandisce" il profilo
<0: non viene considerato
I sovrametalli G57/G58 vengono cancellati alla fine del
ciclo.
Svolgimento del ciclo (con Q=0 o 1)
1
Calcolo delle aree di lavorazione e della configurazione di taglio.
2
Incremento dal punto di partenza per la prima passata, tenendo in
considerazione la distanza di sicurezza.
Gola radiale: prima in direzione Z, poi X
Gola assiale: prima in direzione X, poi Z
3
Esecuzione gola (passata di sgrossatura).
4
Ritorno in rapido e incremento per la successiva passata.
5
Ripetizione di 3...4, fino a completare l'area di lavorazione.
6
Se necessario ripetizione di 2...5, fino a completare tutte le aree
di lavorazione.
7
Se Q=0: finitura del profilo