Cicli di tornitura semplici, 35 f u nzioni g di contr o lli pr ecedenti – HEIDENHAIN SW 54843x-03 DIN Programming Manuale d'uso
Pagina 435
HEIDENHAIN MANUALplus 620, CNC PILOT 640
435
4.35 F
u
nzioni G di contr
o
lli pr
ecedenti
Cicli di tornitura semplici
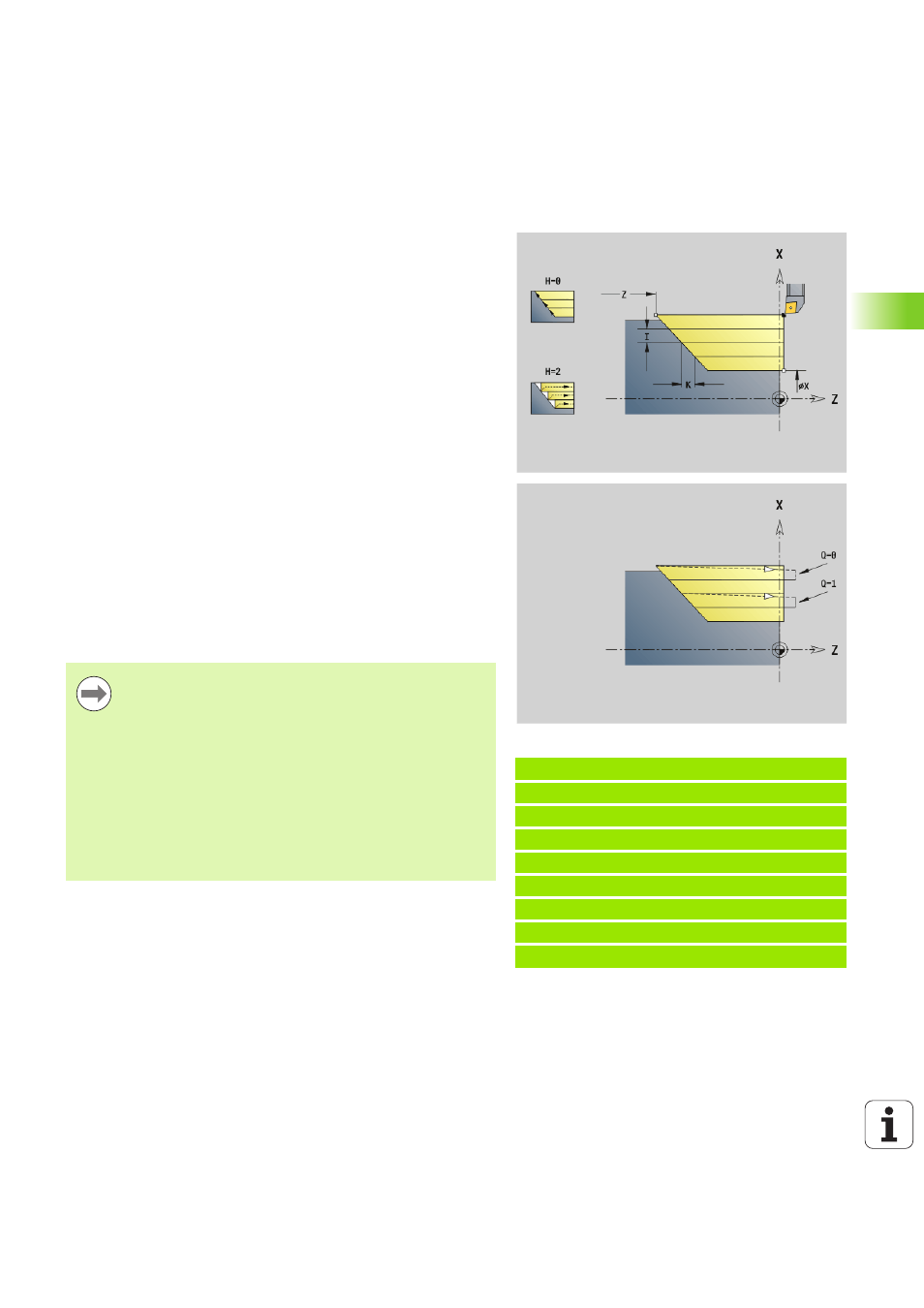
Tornitura assiale semplice G81
L'istruzione G81 sgrossa l'area del profilo definita dalla posizione
utensile attuale e da "X/Z". In presenza di un'inclinazione si definisce
l'angolo con I e K.
Il Controllo numerico riconosce una lavorazione esterna/interna in base
alla posizione del punto di arrivo. La configurazione di taglio viene
calcolata in modo tale da evitare una "passata di rettifica" e affinché
l'incremento calcolato sia <= "I".
Beispiel: G81
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G81 X100 Z-70 I4 K4 Q0
N4 G0 X100 Z2
N5 G81 X80 Z-60 I-4 K2 Q1
N6 G0 X80 Z2
N7 G81 X50 Z-45 I4 Q1
. . .
Parametri
X
Punto iniziale profilo X (quota diametrale)
Z
Punto finale profilo
I
Incremento massimo in X
K
Offset in direzione Z (default: 0)
Q
Funzione G incremento (default: 0)
0: incremento con G0 (rapido)
1: incremento con G1 (avanzamento)
V
Tipo di svincolo (default: 0)
0: ritorno su punto di partenza ciclo in Z e ultimo diametro di
sollevamento in X
1: ritorno al punto di partenza ciclo
H
Tipo di allontanamento (default: 0)
0: asportazione trucioli dopo ogni passata lungo il profilo
2: sollevamento a 45° – senza lisciatura del profilo
Programmazione X, Z: assoluto, incrementale o
modale
La compensazione del raggio del tagliente non viene
eseguita.
Distanza di sicurezza dopo ogni passata: 1 mm
Un sovrametallo G57
viene considerato tenendo conto del segno (quindi
nelle lavorazioni interne non sono possibili i
sovrametalli)
rimane attivo alla fine del ciclo
Un sovrametallo G58 non viene considerato.