Tornitura eccentrica g725, 29 altr e funzioni g – HEIDENHAIN SW 54843x-03 DIN Programming Manuale d'uso
Pagina 400
400
Programmazione DIN
4.29 Altr
e funzioni G
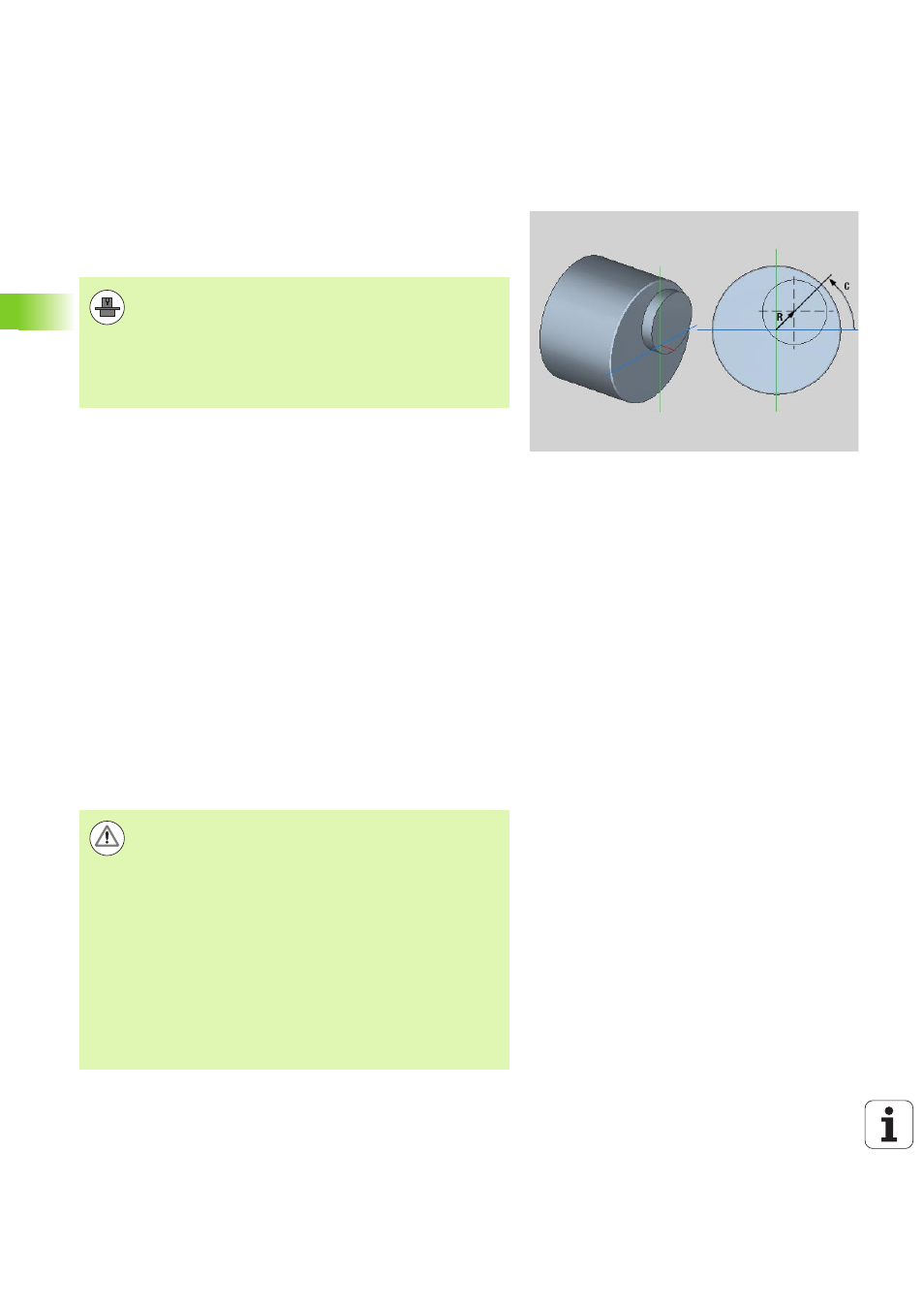
Tornitura eccentrica G725
La funzione G725 consente di realizzare i profili di tornitura al di fuori
del centro di rotazione originario.
I profili di tornitura si programmano con cicli di tornitura separati.
La macchina e il controllo numerico devono essere
predisposti dal costruttore della macchina. Consultare il
manuale della macchina.
Premesse:
Opzione software Y-Axis Machining
Opzione software Synchronizing Functions
Parametri
H
Attivazione accoppiamento
H=0: disattivazione accoppiamento
H=1: attivazione accoppiamento
Q
Mandrino di riferimento: numero del mandrino che viene
accoppiato con gli assi X e Y (in funzione della macchina)
R
Offset centrale: distanza tra centro eccentrico e centro di
rotazione originario (quota radiale)
C
Posizione C: angolo asse C dell'offset centrale
F
Rapido max: rapido ammesso per gli assi X e Y con
accoppiamento attivato
V
Inversione direzione Y (in funzione della macchina)
V=0: il controllo numerico impiega la direzione
configurata dell'asse per movimenti asse Y
V=1: il controllo numerico impiega una direzione dell'asse
opposta per la configurazione per movimenti asse Y
Da tenere presente per la programmazione
Programmare il pezzo grezzo maggiore dell'offset
centrale nel raggio, qualora si impieghino cicli di tornitura
che fanno riferimento alla descrizione del pezzo grezzo.
Programmare il punto iniziale maggiore dell'offset
centrale nel raggio, qualora si impieghino cicli di tornitura
che non fanno riferimento alla descrizione del pezzo
grezzo.
Ridurre il numero di giri mandrino se si aumenta l'offset
centrale.
Ridurre il rapido max mandrino F se si aumenta l'offset
centrale.
Impiegare valori identici per il parametro Q in attivazione
e disattivazione dell'accoppiamento.