Sgrossatura assiale g810 – HEIDENHAIN SW 54843x-03 DIN Programming Manuale d'uso
Pagina 272
272
Programmazione DIN
4.1
7
Cicli di t
o
rn
it
ur
a r
if
e
ri
ti al pr
ofilo
Sgrossatura assiale G810
L'istruzione G810 lavora l'area del profilo definita. Trasferire il
riferimento al profilo da lavorare nei parametri del ciclo oppure definire
il profilo direttamente dopo la chiamata ciclo (vedere "Lavorare con i
cicli riferiti al profilo" a pagina 270). Il profilo da lavorare può contenere
diverse cavità. Se necessario, è possibile suddividere la superficie di
lavorazione in diverse aree.
Parametri
ID
Profilo ausiliario - Numero di identificazione del profilo da
lavorare
NS
Numero di blocco iniziale (inizio della sezione del profilo)
NE
Numero di blocco finale (fine della sezione del profilo)
NE non programmato: l'elemento del profilo NS viene
lavorato nella direzione di definizione del profilo.
NS=NE programmato: l'elemento del profilo NS viene
lavorato in senso contrario alla direzione di definizione del
profilo.
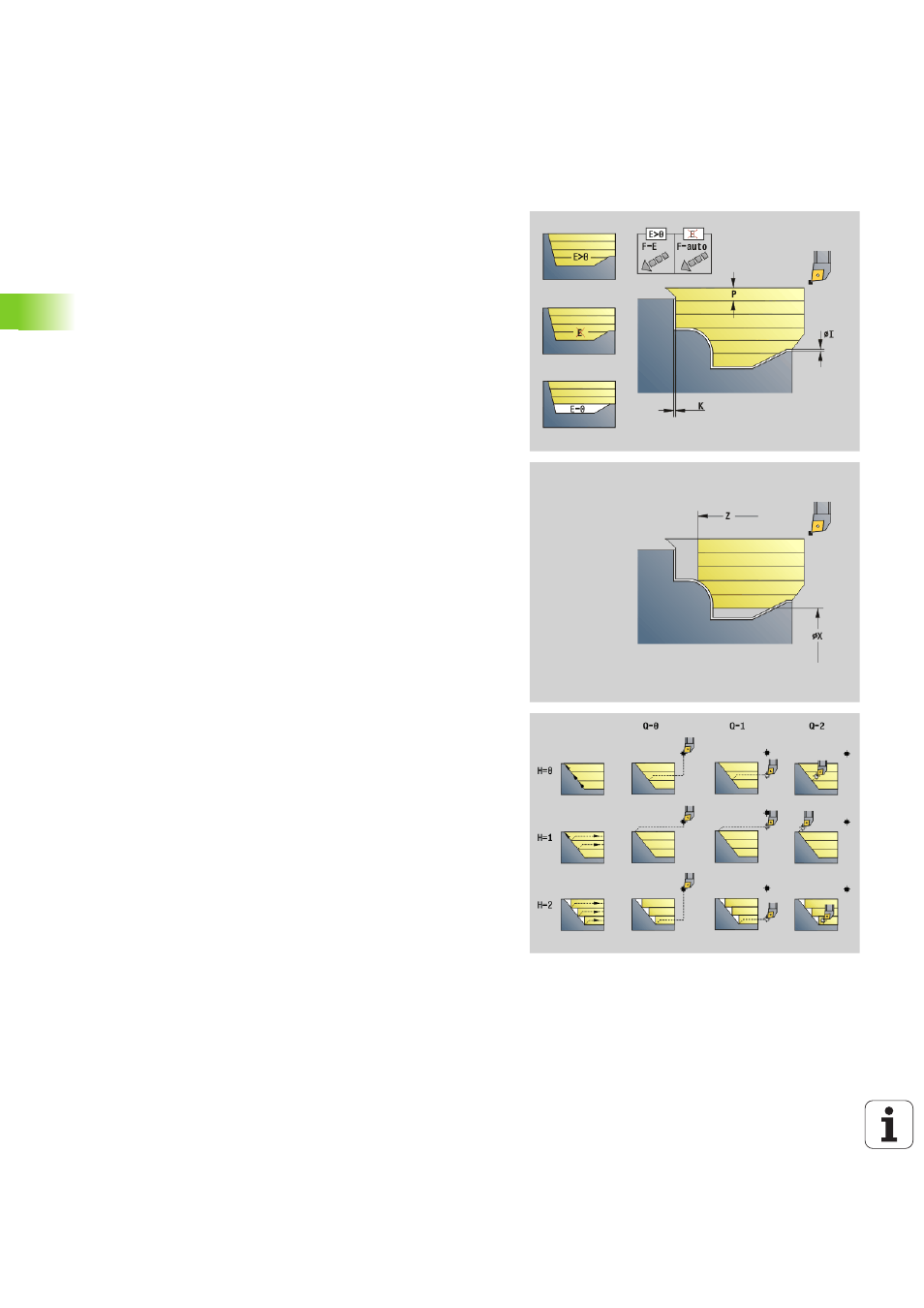
P
Incremento massimo
I
Sovrametallo in direzione X (quota diametrale) – (default: 0)
K
Sovrametallo in direzione Z (default: 0)
E
Comportamento in entrata
E=0: senza lavorazione dei profili discendenti
E\>0: avanzamento in entrata
Nessun inserimento: riduzione avanzamento in funzione
dell'angolo di entrata – al massimo 50%
X
Limitazione di taglio in direzione X (quota diametrale) – (default:
nessuna limitazione di taglio)
Z
Limitazione di taglio in direzione Z (default: nessuna limitazione
di taglio)
A
Angolo di avvicinamento (riferimento: asse Z) – (default: 0°/
180°; parallelo all'asse Z)
W
Angolo di allontanamento (riferimento: asse Z) – (default: 90°/
270°; perpendicolare all'asse Z)
H
Tipo di allontanamento (default: 0)
0: asportazione trucioli dopo ogni passata lungo il profilo
1: sollevamento a 45°; lisciatura del profilo dopo l'ultima
passata
2: sollevamento a 45°, senza lisciatura del profilo
Q
Tipo di svincolo alla fine del ciclo (default: 0)
0: ritorno al punto di partenza (prima in direzione X, poi Z)
1: posizionamento davanti al profilo finito
2: sollevamento a distanza di sicurezza e arresto