2 generalità relative alle funzioni di traiettoria – HEIDENHAIN TNC 426 (280 462) Manuale d'uso
Pagina 88
77
HEIDENHAIN TNC 426
6.2 Generalità relative alle funzioni di
traiettoria
Programmazione della traiettoria d’utensile per una
lavorazione
Nella generazione di un programma di lavorazione si
programmano una dopo l’altra le funzioni di traiettoria per i singoli
elementi di profilo del pezzo. Solitamente si inseriscono a tale
scopo le coordinate per i punti finali degli elementi di profilo
riportate sul disegno quotato. Da questi dati di coordinate, dai dati
utensili e dalla correzione del raggio, il TNC calcola la traiettoria
effettiva dell‘utensile.
Il TNC sposta contemporaneamente tutti gli assi programmati nel
blocco di programma di una funzione di traiettoria.
Movimenti parassiali
Il blocco di programma contiene un dato di coordinata: il TNC
sposta l‘utensile parallelamente all’asse programmato.
A seconda del tipo della macchina nella lavorazione si muove
l’utensile o la tavola della macchina con il pezzo ivi serrato. Nella
programmazione della traiettoria si suppone di norma che sia
l’utensile a muoversi.
Esempio:
L X+100
L
Funzione di traiettoria ”retta”
X+100
Coordinate del punto finale.
L’utensile mantiene le coordinate Y e Z e si porta sulla posizione
X=100. Vedere figura in alto a destra.
Movimenti nei piani principali
Il blocco di programma contiene due dati di coordinata: il TNC
sposta l’utensile nel piano programmato.
Esempio:
L X+70 Y+50
L’utensile mantiene la coordinata Z- e si porta nel piano XY
sulla posizione X=70, Y=50. Vedere la figura centrale a destra.
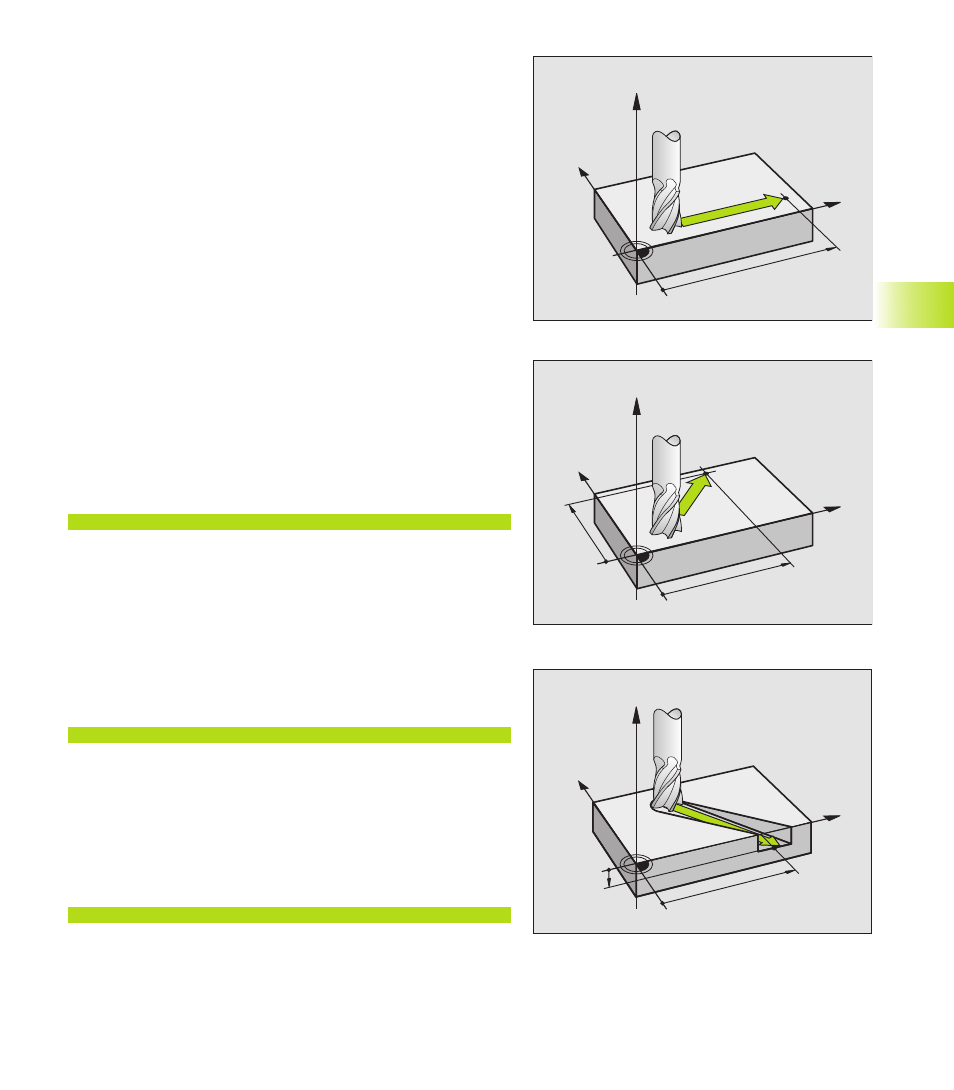
Movimento tridimensionale
Il blocco di programma contiene tre dati di coordinate: il TNC sposta
l‘utensile in tre dimensioni per portarlo sulla posizione
programmata.
Esempio:
L X+80 Y+0 Z-10
Vedere figura in basso a destra.
X
Y
Z
100
X
Y
Z
70
50
X
Y
Z
80
-10
6.2 Gener
alità r
elativ
e alle funzioni di tr
aiet
to
ri
a