4 correzione tridimensionale dell’utensile, 4 cor rezione tr idimensionale dell’ut ensile – HEIDENHAIN TNC 426 (280 462) Manuale d'uso
Pagina 77
66
5.4 Correzione tridimensionale
dell’utensile
Il TNC è in grado di eseguire una correzione tridimensionale
dell’utensile (correzione 3D) per blocchi di rette. In questi blocchi
devono essere inseriti, oltre alle coordinate X,Y e Z del punto finale
della retta, anche le componenti NX, NY e NZ dei vettori normali
(vedere fondo pagina). Il punto finale della retta e il vettore normale
vengono calcolati da un sistema CAD. La correzione 3D consente
l’impiego di utensili di dimensioni diverse rispetto a quelle degli
utensili originariamente previsti.
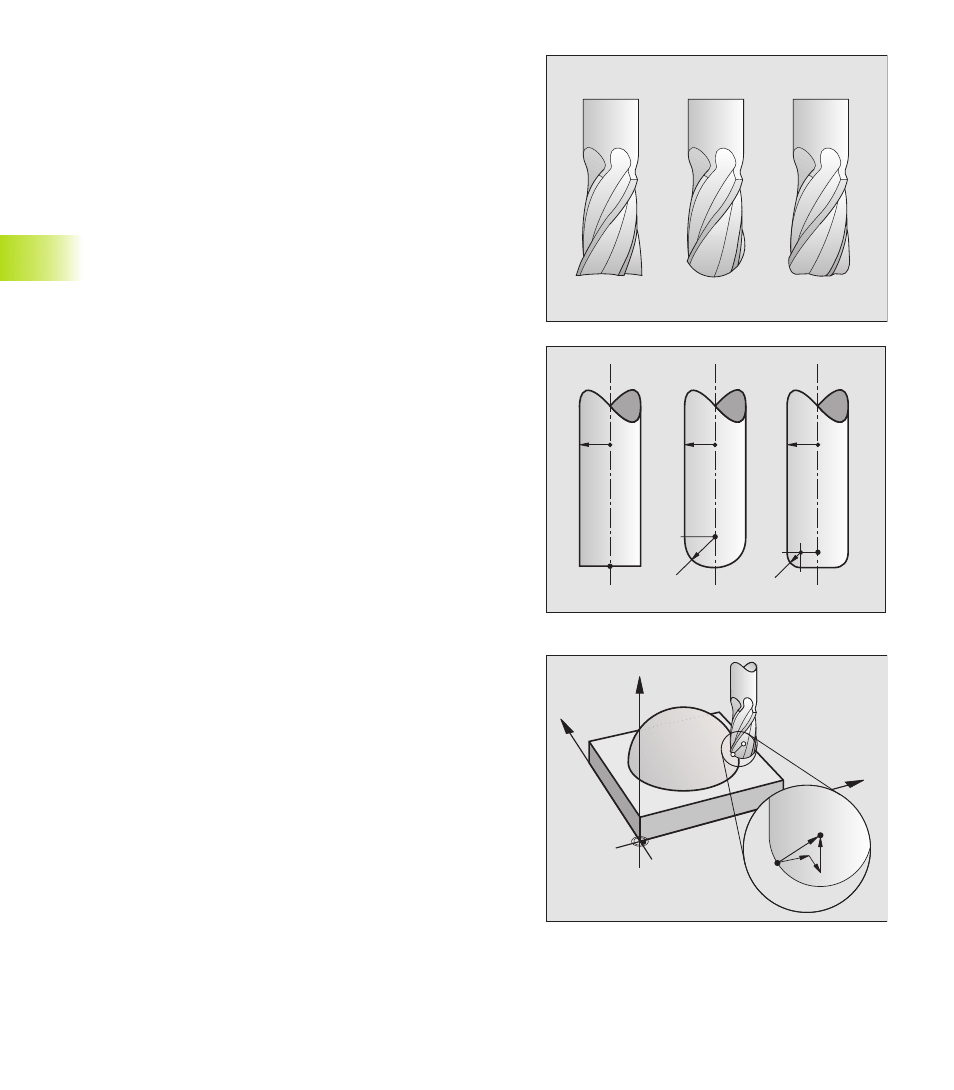
Forma d’utensile
Le forme di utensili ammissibili (vedere figura in alto e al centro a
destra) vengono definite con i due raggi R e R2:
RAGGIO UTENSILE: R
Quota tra asse utensile e lato esterno dell‘utensile
RAGGIO UTENSILE 2: R2
Raggio di curvatura dalla punta dell‘utensile al lato esterno del-
l’utensile.
Il rapporto tra R e R2 determina la forma dell’utensile:
R2 = 0
Fresa a candela
R2 = R
Fresa a raggio frontale
0 < R2 < R
Fresa a raggio laterale
Da questi dati risultano anche le coordinate per il punto di riferimen-
to dell‘utensile P
T
.
I valori per il RAGGIO UTENSILE e il RAGGIO UTENSILE 2 devono
essere inseriti nella tabella utensile.
Vettori normali
Definizione dei vettori normali
Un vettore normale è una grandezza matematica con:
■
una quota,
nel nostro caso: distanza tra la superficie del pezzo e il punto di
riferimento P
T
dell‘utensile e
■
una direzione,
qui perpendicolare dalla superficie del pezzo da lavorare verso il
punto di riferimento dell‘utensile P
T
Quota e direzione del vettore normale vengono definite dalle
componenti NX, NY e NZ.
5 Programmazione: utensili
5.4 Cor
rezione tr
idimensionale dell’ut
ensile
P
T
R
R
R
R2
P
T
P
T
R2
P
T
'
Z
Y
X
P
T
NZ
P
NX
NY