6 cicli di spianat ur a – HEIDENHAIN TNC 426 (280 462) Manuale d'uso
Pagina 196
8 Programmazione: Cicli
186
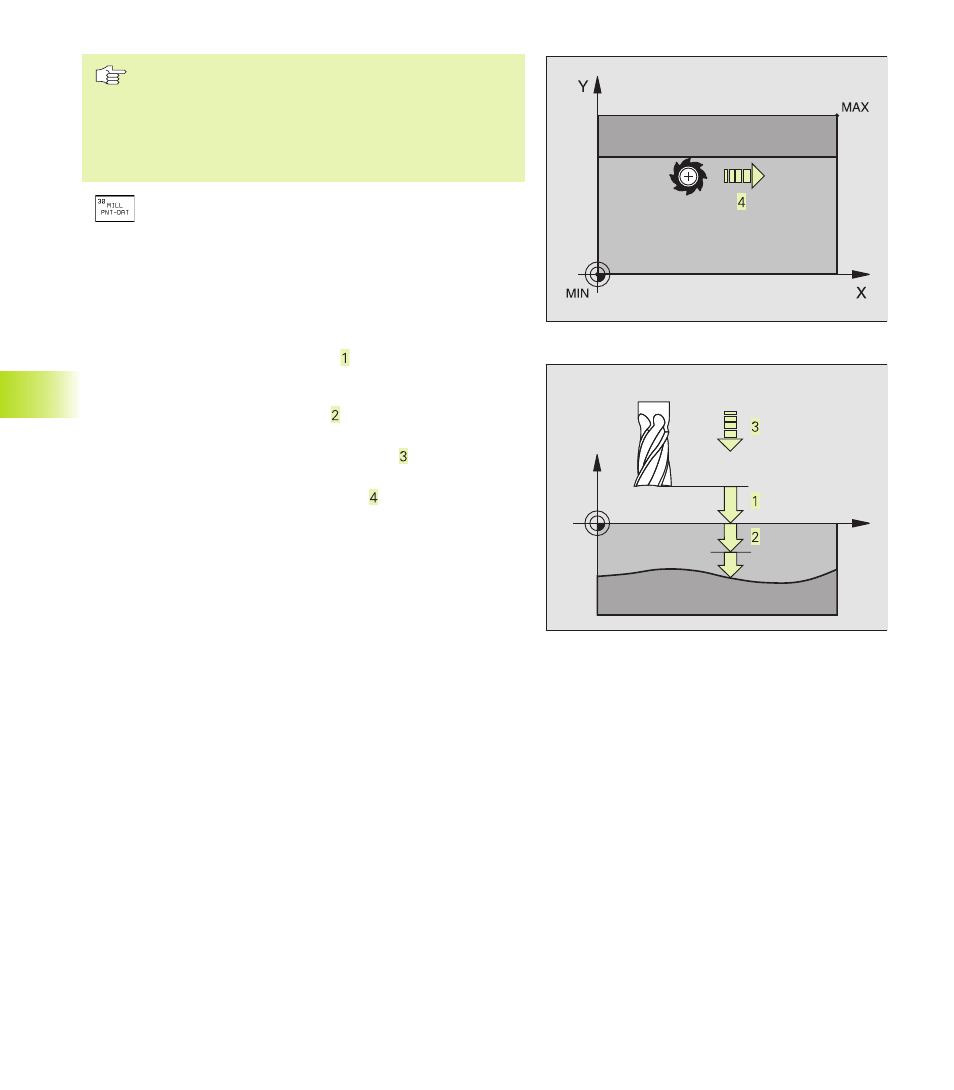
Da osservare:
Con il ciclo 30 si possono lavorare dati digitalizzati e file
dati PNT.
Eseguendo file dati PNT senza coordinata del’asse del
mandrino, la profondità di fresatura risulta dal punto MIN
programmato per l’asse del mandrino.
ú
PGM NAME DATI DIGITALIZZATI: introdurre il nome
del file nel quale sono memorizzati i dati digitalizzati;
se il file non si trova nella directory attuale, introdurre il
percorso completo
ú
PUNTO MIN CAMPO: punto minimo (coordinate
X, Y e Z) del campo nel quale si deve fresare
ú
PUNTO MAX CAMPO: punto max (coordinate X, Y e Z)
del campo nel quale si deve fresare
ú
DISTANZA DI SICUREZZA (incrementale): distanza
tra la punta dell’utensile e la superficie del pezzo nei
movimenti in rapido
ú
PROF. ACCOSTAMENTO (incrementale): quota di cui
l’utensile viene accostato di volta in volta
ú
AVANZAMENTO IN PROFONDITA‘
: velocità
dell’utensile nella penetrazione in mm/min
ú
AVANZAMENTO FRESATURA
: velocità di
spostamento dell’utensile durante la fresatura in
mm/min
ú
FUNZIONE AUSILIARIA M: introduzione opzionale di
una funzione ausiliaria, p. es. M112
8.6 Cicli di spianat
ur
a
X
Z