3 cor rezione dell’ut ensile – HEIDENHAIN TNC 426 (280 462) Manuale d'uso
Pagina 76
65
HEIDENHAIN TNC 426
Correzione del raggio: lavorazione degli angoli
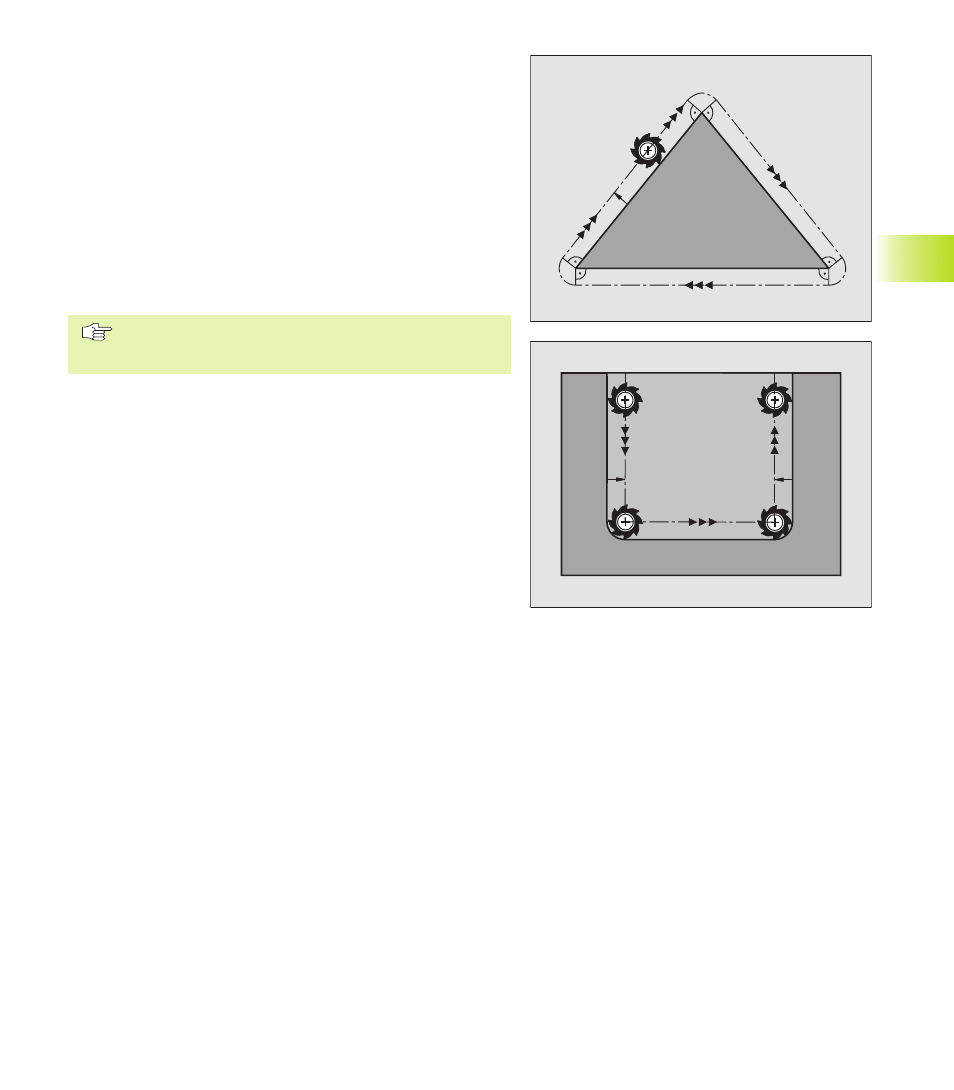
Angoli esterni
Avendo programmato una correzione del raggio, il TNC porta
l’utensile in corrispondenza di angoli esterni su un arco di transito,
facendo ruotare l’utensile sopra l’angolo. Se necessario il TNC
riduce automaticamente l‘avanzamento sugli angoli esterni, p. es. in
caso di bruschi cambi di direzione.
Angoli interni
Negli angoli interni il TNC calcola il punto di intersezione delle
traiettorie del centro dell’utensile. Da questo punto esso porta
l’utensile lungo il successivo elemento di profilo. In questo modo si
evitano danneggiamanti del pezzo in angoli interni. Ne risulta che
per un determinato profilo il raggio dell’utensile non potrà essere
scelto a piacere.
Non definire il punto di partenza o il punto di finale nelle
lavorazioni interne in corrispondenza di un angolo del
profilo, altrimenti il profilo potrebbe venire dannegggiato.
Lavorazione di angoli senza correzione del raggio
Senza correzione del raggio si può intervenire sulla traiettoria
dell’utensile e sull‘avanzamento in corrispondenza degli angoli del
pezzo con l’aiuto delle funzioni ausiliarie M90 e M112.
Vedere „7.4 Funzioni ausiliarie per traiettorie”.
5.3 Cor
rezione dell’ut
ensile
RL
RL
RL