HEIDENHAIN TNC 426 (280 462) Manuale d'uso
Pagina 277
12 Sistemi di tastatura 3D
268
12.3 Misur
azione dei pezzi con il sist
ema di tastat
ur
a 3D
PA
–10
100
α
?
α
?
L?
X
Z
Y
100
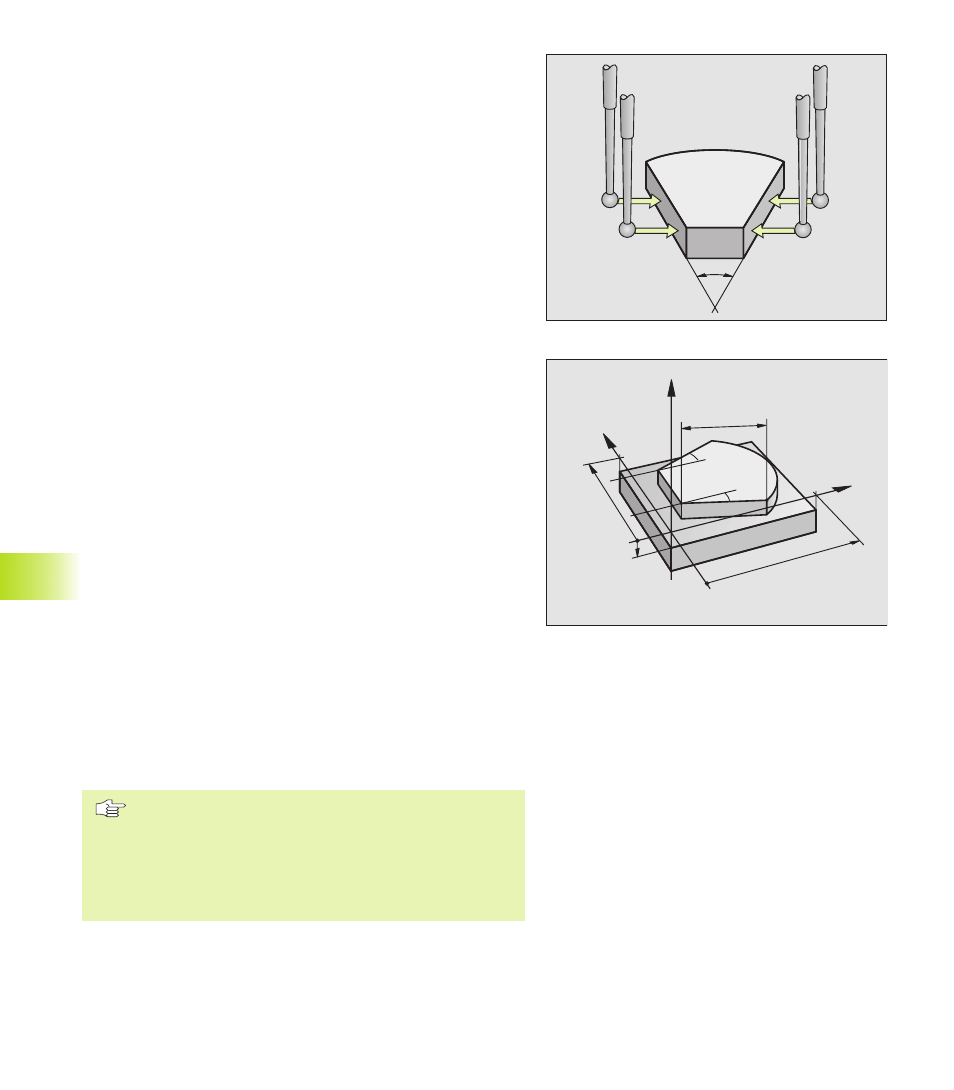
Determinazione dell’angolo tra due bordi del pezzo
ú
Selezione della funzione di tastatura: premere il softkey PROBING
ROT
ú
ANGOLO DI ROTAZIONE: annotare l’angolo di rotazione
visualizzato, se la rotazione base effettuata deve essere
ripristinata in seguito
ú
Effettuare la rotazione base per il primo lato (vedere
”Compensazione posizione obliqua del pezzo”)
ú
Tastare anche il secondo lato come per una rotazione base,
senza impostare l‘ANGOLO DI ROTAZIONE su 0!
ú
Con il softkey PROBING ROT chiamare la visualizzazione
dell’angolo PA tra i bordi del pezzo quale ANGOLO DI
ROTAZIONE
ú
Disattivazione della rotazione base o ripristino della rotazione
base originale: impostare l’ANGOLO DI ROTAZIONE sul valore
annotato
Misurazioni con il sistema di tastatura 3D durante
l’esecuzione del programma
Con il sistema di tastatura 3D è possibile rilevare delle posizioni sul
pezzo anche durante l’esecuzione del programma, anche con
piano di lavoro ruotato. Applicazioni:
■
Determinazione di differenze in altezza su superfici di fusioni
■
Rilevamento di tolleranze durante la lavorazione
L’impiego del sistema di tastatura viene programmato nel modo
operativo MEMORIZZAZIONE/EDITING PROGRAMMA con il tasto
TOUCH PROBE. Il TNC preposizionerà il tastatore e tasterà auto-
maticamente la posizione richiesta. A tale scopo il TNC sposterà il
tastatore parallelamente all’asse della macchina definita nel ciclo di
tastatura. Un’eventuale rotazione della base attiva verrà tenuta in
conto dal TNC solo per il calcolo del punto da tastare. Il TNC me-
morizzerà la coordinata del punto tastato in un parametro Q. Il TNC
interromperà la tastatura se il tastatore non viene deflesso entro un
determinato campo (selezionabile tramite MP 6130). Le coordinate
della posizione del tastatore durante la tastatura vengono inoltre
memorizzate nei parametri da Q115 a Q119. Per i valori memoriz-
zati in questi parametri il TNC non terrà in considerazione la lun-
ghezza e il raggio del tastatore.
Nel preposizionamento manuale del tastatore assicurarsi
che non ci sia pericolo di collisione nell’avvicinamento
alla posizione programmata.
Si deve fare attenzione che il TNC utilizzi i dati utensile
quale lunghezza, raggio e asse dai dati calibrati o
dall’ultimo blocco TOOL CALL: definire l’uno o l’altro
tramite il parametro macchina 7411.