2 sottoprogrammi – HEIDENHAIN TNC 426 (280 462) Manuale d'uso
Pagina 218
9 Programmazione: Sottoprogrammi e ripetizione di blocchi di programma
208
9.2 Sottoprogrammi
9.1 Sottoprogrammi ed etichettatura di
ripetizioni di blocchi di programma
I passi di lavorazione già programmati possono essere ripetuti
mediante sottoprogrammi o ripetizioni di blocchi di programma.
Label
I sottoprogrammi e le ripetizioni di blocchi di programma iniziano
nel sottoprogramma con l‘istruzione LBL, abbreviazione per la
parola LABEL (ingl. per etichetta, contrassegno).
Ai singoli LABEL viene assegnato un numero tra 1 e 254. I singoli
numeri di LABEL possono essere assegnati una sola volta nel
programma con l‘istruzione LABEL SET.
L’etichetta LABEL 0 (LBL 0) segna la fine di un sottoprogramma e
può quindi essere utilizzato quante volte necessario.
9.2 Sottoprogrammi
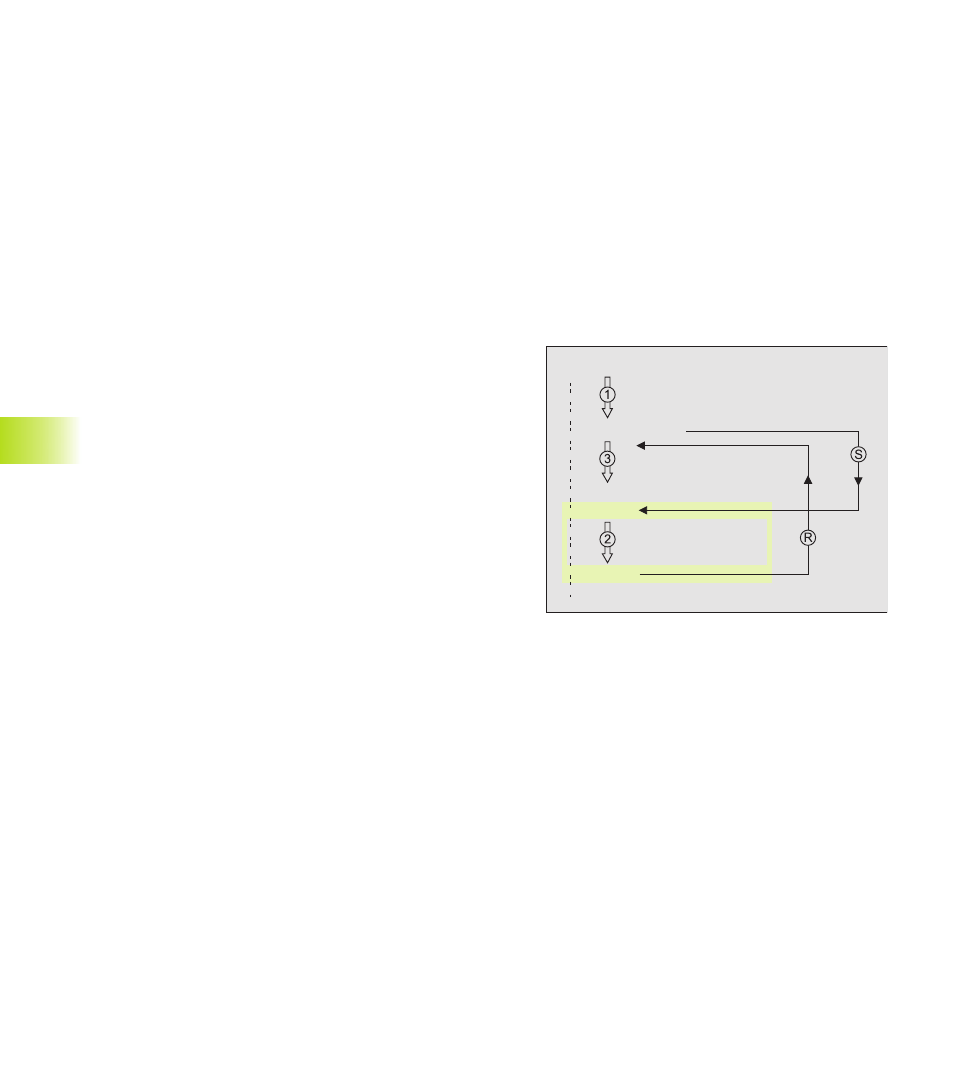
Principio di funzionamento
1 Il TNC esegue il programma di lavorazione fino alla chiamata di
un sottoprogramma con CALL LBL
2 Da questo punto il TNC esegue il sottoprogramma chiamato fino
alla sua fine, programmata con LBL 0
3 Successivamente il TNC continua il programma di lavorazione
nel blocco che segue la chiamata del sottoprogramma CALL LBL
Avvertenze per la programmazione
■
Il programma principale può contenere fino a 254 sottoprogrammi
■
I sottoprogrammi possono essere chiamati in un qualsiasi ordine
di sequenza e quante volte lo si desidera
■
Un sottoprogramma non può richiamare se stesso
■
E‘ consigliabile programmare i sottoprogrammi alla fine del
programma principale (dopo il blocco con M2 o M30)
■
I sottoprogrammi che si trovano nel programma di lavorazione
prima del blocco con M02 o M30 vengono comunque eseguiti
senza essere chiamati
0 BEGIN PGM ...
CALL LBL1
L Z+100 M2
LBL1
LBL0
END PGM ...