5 cicli sl – HEIDENHAIN TNC 426 (280 462) Manuale d'uso
Pagina 184
8 Programmazione: Cicli
174
Y
X
Z
8.5 Cicli SL
X
Z
Q11
Q12
Q10
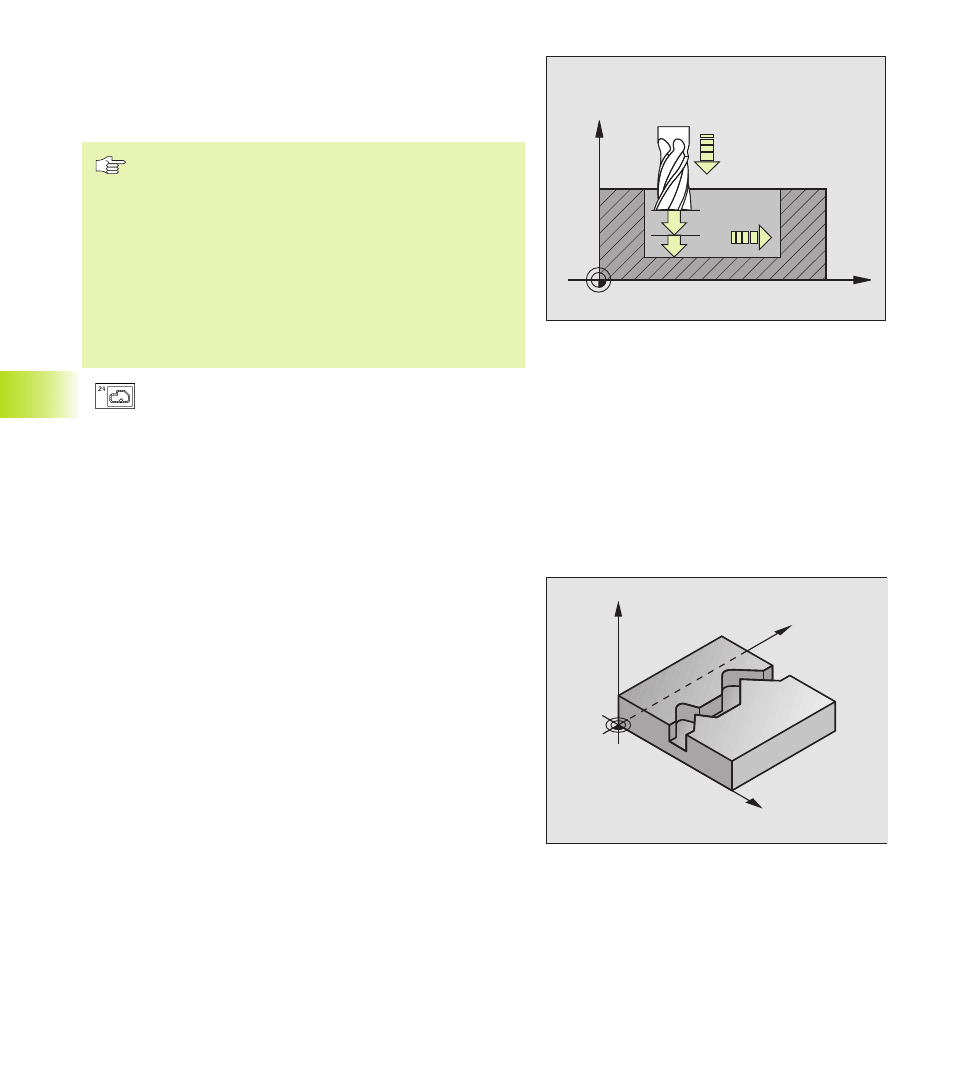
FINITURA LATERALE (Ciclo 24)
Il TNC avvicina l’utensile ai singoli segmenti di profilo su una
traiettoria circolare a raccordo tangenziale, finendo ogni segmento
separatamente.
Da osservare:
La somma tra QUOTA LATERALE (Q14) e raggio
dell’utensile di sgrossatura deve essere inferiore alla
QUOTA LATERALE (Q3, ciclo 20) e il raggio dell’utensile di
svuotamento.
Anche per la lavorazione del ciclo 24 senza previo
svuotamento con il ciclo 22 vale il suddetto calcolo; in
questo caso il raggio dell’utensile di svuotamento assume
il valore ”0”.
Il TNC determina auutomaticamente il punto di partenza
per la finitura che dipende dalle condizioni di spazio della
tasca.
ú
SENSO ROT. ? SENSO ORARIO = –1 Q9:
Direzione di lavorazione:
+1: Rotazione in senso antiorario
–1: Rotazione in senso orario
ú
PROFONDITA’ DI ACCOSTAMENTO Q10
(incrementale): quota di cui l’utensile viene accostato di
volta in volta
ú
AVANZAMENTO IN PROFONDTA’ Q11: avanzamento
durante la penetrazione
ú
AVANZAMENTO DI SGROSSATURA Q12: avanzamento
di fresatura
ú
QUOTA LATERALE Q14 (incrementale): quota per
finiture ripetute; programmando Q14 = 0 viene
asportata la quota di finitura residua
PROFILO SAGOMATO (Ciclo 25)
Con questo ciclo, assieme al ciclo 14 PROFILO, è possibile lavorare
dei profili ”aperti” dove l’inizio e la fine del profilo non coincidono.
Il ciclo 25 PROFILO SAGOMATO offre, rispetto alla lavorazione di un
profilo aperto con blocchi di posizionamento, notevoli vantaggi:
■
Il TNC controlla nella lavorazione che non si verifichino spogliatu-re
o danneggiamenti del profilo. Possibilità di controllo del profilo con
la grafica di test
■
Se il raggio dell‘utensile è troppo grande, occorre eventualmente
rifinire gli spigoli interni del profilo
■
La lavorazione può essere eseguita interamente con fresatura
concorde o discorde. Il tipo di fresatura rimane invariato perfino in
caso di lavorazione speculare del profilo
■
In caso di più accostamenti il TNC può spostare l’utensile in avanti
e indietro riducendo il tempo della lavorazione
■
Possibilità di definizione di quote di sovrametallo per poter
sgrossare e rifinire il profilo in più passate di lavorazione