5 cicli sl – HEIDENHAIN TNC 426 (280 462) Manuale d'uso
Pagina 186
8 Programmazione: Cicli
176
C
Z
8.5 Cicli SL
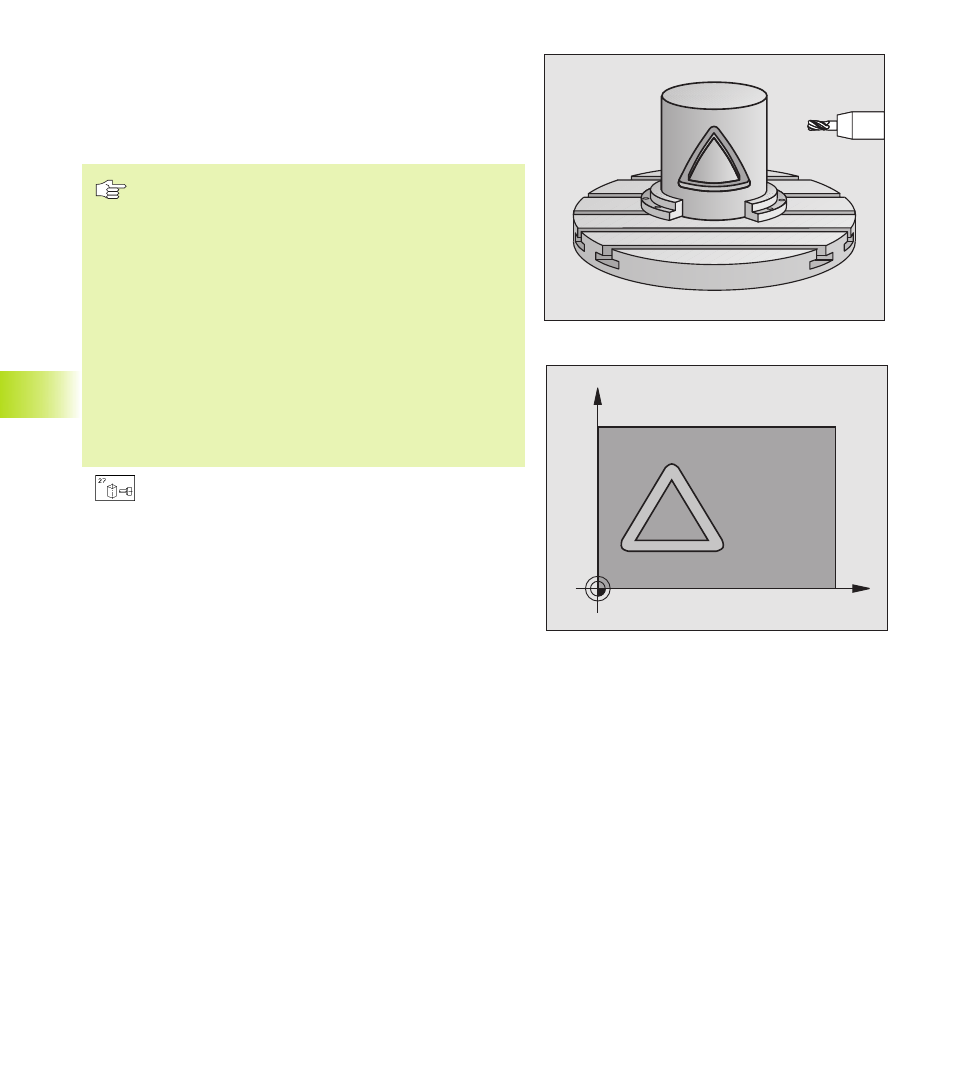
Il sottoprogramma contiene coordinate in un asse angolare (p.es.
asse C) e nell’asse parallelo a quest’ultimo (p.es. asse del
mandrino). Quali funzioni di traiettoria sono disponibili le funzioni
L, CHF, CR, RND.
I dati nell’asse angolare possono essere inseriti a scelta in gradi o
in mm (pollici) (da stabilire nella definizione del ciclo).
Da osservare:
La memoria per un ciclo SL è limitata. Si possono
programmare p.es. al massimo 128 blocchi di rette.
Il segno del parametro PROFONDITA’ definisce la
direzione della lavorazione.
Utilizzare una fresa con tagliente frontale a taglio
centrale (DIN 844).
Il cilindro deve essere serrato centralmente sulla tavola
rotante
L’asse del mandrino deve essere sempre perpendico-
lare all’asse della tavola rotante. In caso contrario il TNC
emette un messaggio d’errore.
Questo ciclo non può essere eseguito quando il piano di
lavoro è ruotato.
ú
PROFONDITA’ FRESATURA Q1 (incrementale):
distanza tra la superficie cilindrica e il fondo del profilo
ú
QUOTA LATERALE Q3 (incrementale): quota di finitura
nel piano dello sviluppo cilindrico; la quota è attiva
nella direzione della correzione del raggio
ú
DISTANZA DI SICUREZZA Q6 (incrementale):
distanza tra la superficie frontale dell’utensile e la
superficie cilindrica
ú
PROFONDITA’ DI ACCOSTAMENTO Q10
(incrementale): quota di cui l’utensile viene accostato
di volta in volta
ú
AVANZAMENTO IN PROFONDITA’ Q11: velocità di
spostamento nell’asse del mandrino
ú
AVANZAMENTO FRESATURA Q12: velocità di
spostamento nel piano di lavoro
ú
RAGGIO DEL CILINDRO Q16: raggio del cilindro sul
quale deve essere lavorato il profilo
ú
UNITA’ MISURA ? GRADI =0 MM/POLLICI=1 Q17:
programmazione delle coordinate dell’asse di
rotazione nel sottoprogramma in gradi o mm (o in
pollici)