4 f unzioni ausiliar ie per tr aiet to ri e – HEIDENHAIN TNC 426 (280 462) Manuale d'uso
Pagina 133
123
HEIDENHAIN TNC 426
X
Y
S
S
X
Y
11
12
10
7.4 F
unzioni ausiliar
ie per tr
aiet
to
ri
e
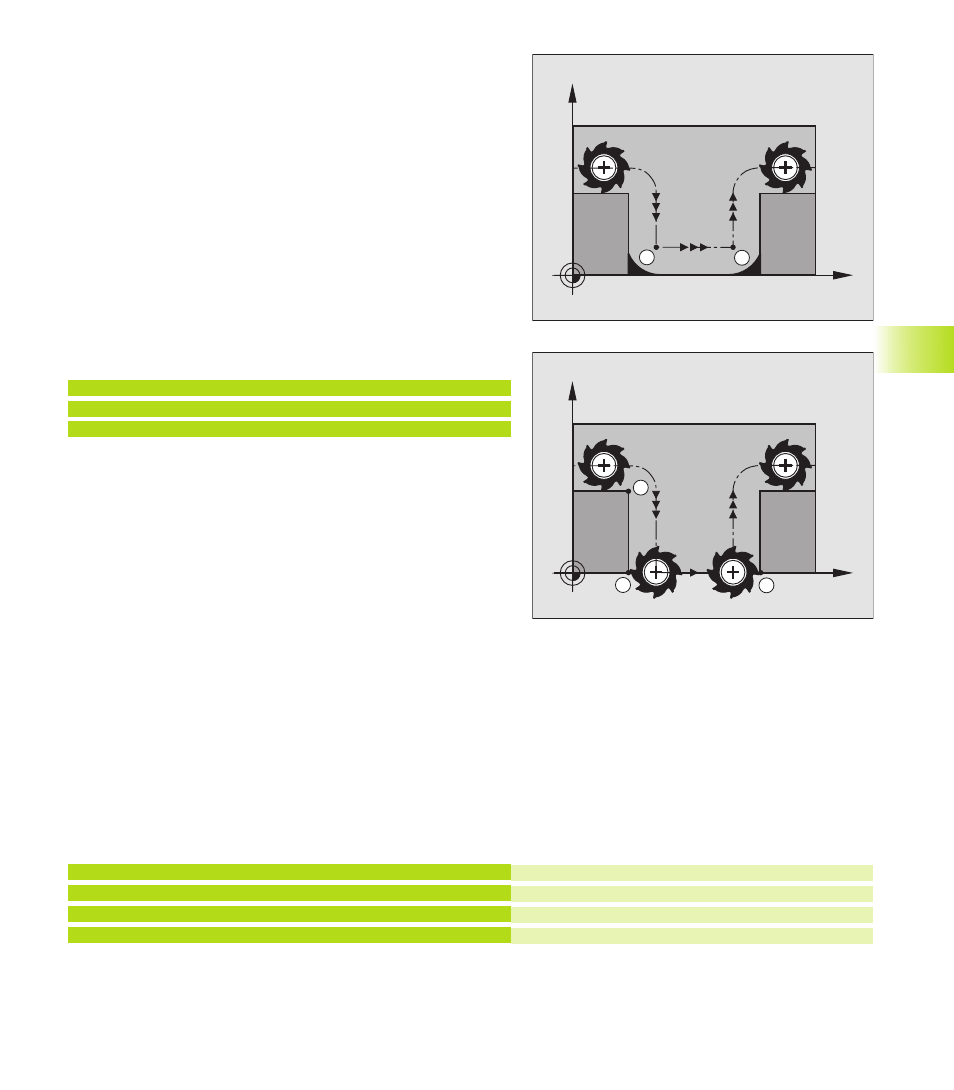
Lavorazione completa di spigoli aperti: M98
Comportamento standard
Negli angoli interni il TNC calcola l’intersezione delle traiettorie del-
la fresa, portando l’utensile da questo punto nella direzione nuova.
Quando il profilo sugli angoli è aperto, questo comportamento implica
una lavorazione incompleta. Vedere figura in alto a destra.
Comportamento con M98
Con la funzione ausiliaria M98 il TNC fa avanzare l’utensile finché
ogni punto del profilo risulti effettivamente lavorato. Vedere figura in
basso a destra.
Durata dell’azione
M98 è attiva solo nei blocchi di programma nei quali viene
programmata.
M98 diventa attiva alla fine del blocco.
Esempi di blocchi NC
Passaggio progressivo della fresa dai punti del profilo 10, 11 e 12:
10 L X ... Y... RL F
11 L X... IY... M98
12 L IX+ ...
Fattore di avanzamento per movimenti di
penetrazione: M103
Comportamento standard
Il TNC sposta l’utensile, indipendentemente dalla direzione di
movimento, con l’ultimo avanzamento programmato.
Comportamento con M103
Il TNC riduce l’avanzamento quando sposta l’utensile in direzione
negativa dell‘asse utensile. L’avanzamento di penetrazione FZMAX
viene calcolato dall’ultimo avanzamento programmato FPROG e da
un fattore F%:
FZMAX = FPROG x F%
Inserimento di M103
Inserendo M103 in un blocco di posizionamento, il TNC continua il
dialogo, chiedendo il fattore F.
Durata dell’azione
M103 è attiva dall‘inizio del blocco.
Disattivazione di M103: riprogrammare M103 senza fattore
Esempi di blocchi NC
Nella penetrazione l‘avanzamento è pari al 20% dell’avanzamento
in piano.
...
17 L X+20 Y+20 RL F500 M103 F20
18 L Y+50
19 L IZ2,5
Avanzamento effettivo (mm/min):
500
500
100