5 f unzioni ausiliar ie per assi di r otazione – HEIDENHAIN TNC 426 (280 462) Manuale d'uso
Pagina 137
127
HEIDENHAIN TNC 426
X
Z
dB
dz
dx
B
B
7.5 F
unzioni ausiliar
ie per assi di r
otazione
Correzione automatica della geometria della
macchina nell’impiego di assi orientabili: M114
Comportamento standard
Il TNC porta l’utensile sulle posizioni definite nel programma di
lavorazione. Nel posizionamento con assi orientabili occorre un
postprocessore per calcolare l’OFFSET dell’utensile.
Comportamento con M114
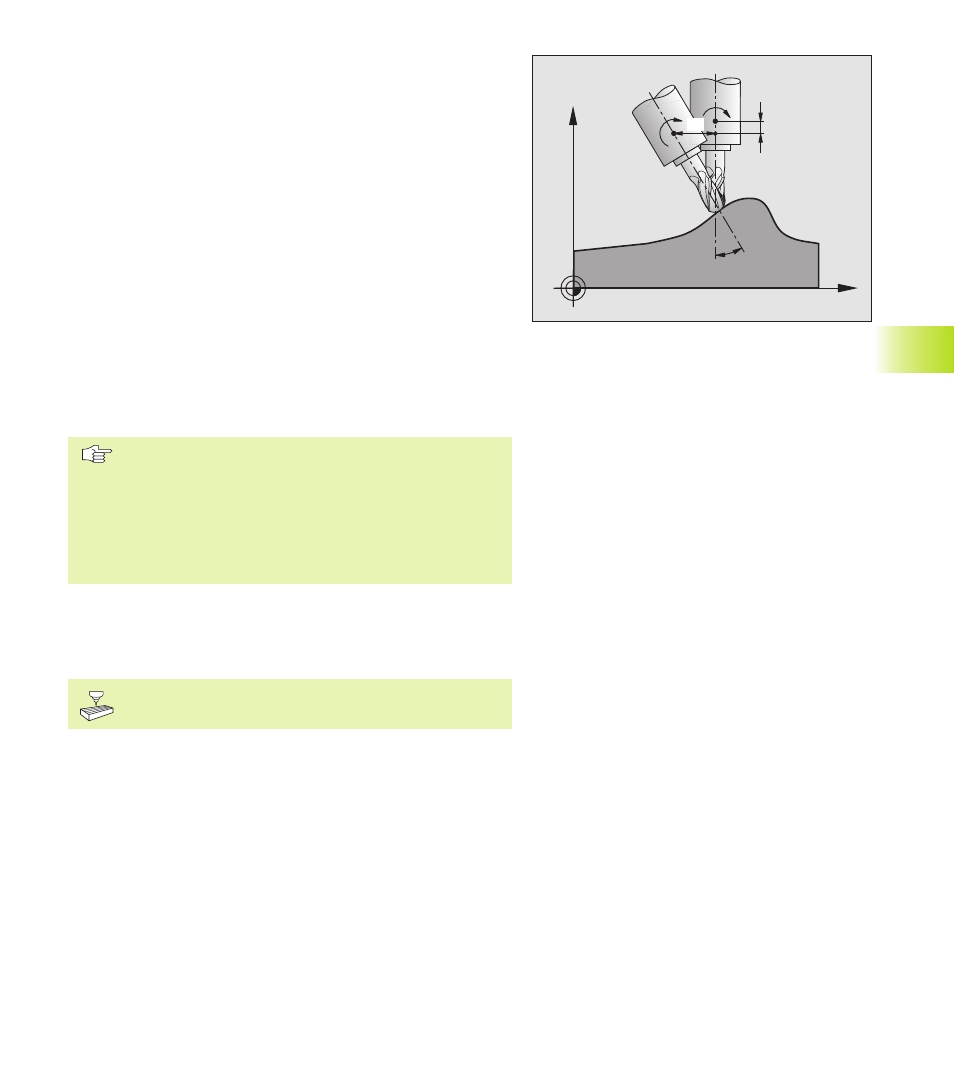
Il TNC compensa l’OFFSET dell’utensile con una correzione 3D
della lunghezza, mentre la correzione del raggio deve essere
calcolata da un sistema CAD o da un postprocessore.
Programmando una correzione del raggio RL/RR il TNC
emetterebbe il messaggio d’errore ”Istruzione NC non ammessa”.
La figura a destra illustra l’OFFSET dell’origine dell’utensile a
seguito dell’orientamento.
Se il programma NC viene generato da un postprocessore, la
geometria della macchina non deve essere tenuta in conto.
Quando il TNC esegue una correzione della lunghezza
dell’utensile, l’avanzamento programmato si riferisce alla punta
dell’utensile altrimenti all’origine dello stesso.
Se la macchina è dotata di una testa orientabile coman-
data si può interrompere l’esecuzione del programma e
modificare la posizione dell’asse orientabile (p. es. con
il volantino).
Con la funzione RESTORE POS. AT N si può riprendere
il programma di lavorazione nel punto di interruzione.
Il TNC terrà conto automaticamente della nuova posi-
zione dell’asse orientabile.
Durata dell’azione
M114 è attiva dall’inizio del blocco, M115 alla fine del blocco.
M114 viene disattivata con M115 o comunque alla fine del
programma.
La geometria della macchina deve essere definita dal
costruttore nei parametri macchina 7510 e seguenti.