Sezione clamps, Pag. 46, 3 identificativi di sezione di pr ogr amma – HEIDENHAIN SW 54843x-02 DIN Programming Manuale d'uso
Pagina 46
46
Programmazione NC
1
.3 Identificativi di sezione di pr
ogr
amma
Sezione CLAMPS
Nella sezione CLAMPS si descrivono le modalità di bloccaggio del
pezzo. In questo modo è possibile rappresentare nella simulazione le
attrezzature di bloccaggio. In TURN PLUS si utilizzano le informazioni
sulle attrezzature di bloccaggio per calcolare le origini e le limitazioni di
taglio con creazione automatica del programma.
Parametri
H
Numero dispositivo di serraggio
D
Numero mandrino per AAG
R
Tipo di serraggio
0: il parametro J definisce la lunghezza di bloccaggio
esterna
1: il parametro J definisce la lunghezza di bloccaggio
interna
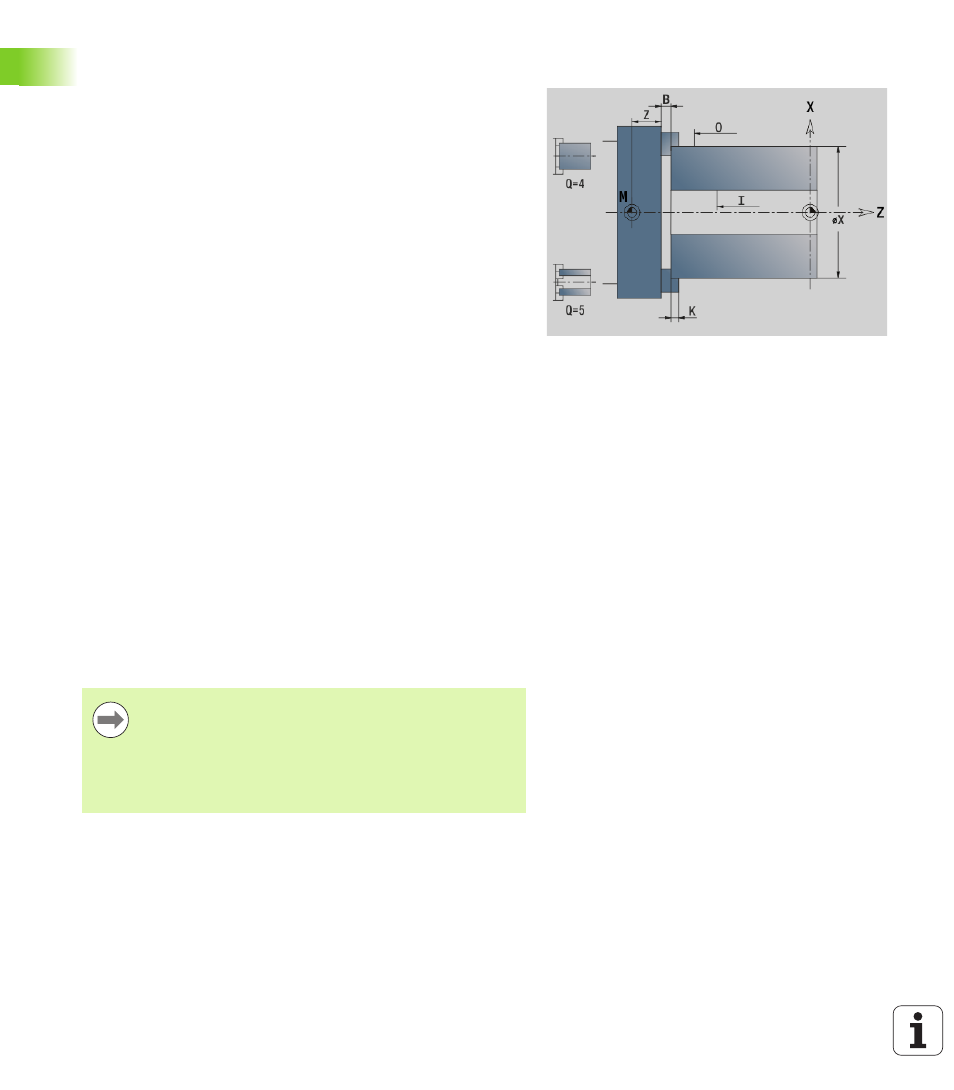
Z
Posizione dello spigolo autocentrante
B
Riferimento griffe
J
Lunghezza di bloccaggio esterna o interna del pezzo (in
funzione del tipo di bloccaggio R)
O
Limitazione di taglio per lavorazione esterna
I
Limitazione di taglio per lavorazione interna
K
Copertura griffa/pezzo (prestazione attenzione al segno)
X
Diametro di bloccaggio del pezzo grezzo
Q
Forma di serraggio
4: serraggio esterno
5: serraggio interno
V
Lavorazione albero AAG
0: autocentrante: punti di separazione automatici sul
diametro massimo e minimo
1: albero/autocentrante: lavorazioni anche lontane da
autocentrante
2: albero/trascinatore frontale: il profilo esterno può essere
completamente lavorato
Se non si definiscono i parametri Z e B, il TURN PLUS
utilizza per AAG (creazione automatica del programma) i
seguenti parametri di processo:
Spigolo frontale autocentrante su mandrino principale/
contromandrino
Larghezza griffe su mandrino principale/contromandrino