18 definizioni profili nella sezione machining, Fine del ciclo/profilo semplice g80 – HEIDENHAIN SW 54843x-02 DIN Programming Manuale d'uso
Pagina 288
288
Programmazione DIN
4.1
8
Definizioni pr
ofili nella sezione MA
CHINING
4.18 Definizioni profili nella sezione
MACHINING
Fine del ciclo/profilo semplice G80
L'istruzione G80 (con parametro) descrive un profilo di tornitura di più
elementi in un solo blocco NC. L'istruzione G80 (senza parametri)
termina una definizione del profilo direttamente dopo un ciclo.
IC e KC sono utilizzati internamente al controllo numerico, per
rappresentare i cicli Smusso/Arrotondamento.
Esempio: G80
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G810 P3
N4 G80 XS60 ZS-2 XE90 ZE-50 BS3 BE-2 RC5
N5 ...
N6 G0 X85 Z2
N7 G810 P5
N8 G0 X0 Z0
N9 G1 X20
N10 G1 Z-40
N11 G80
Parametri
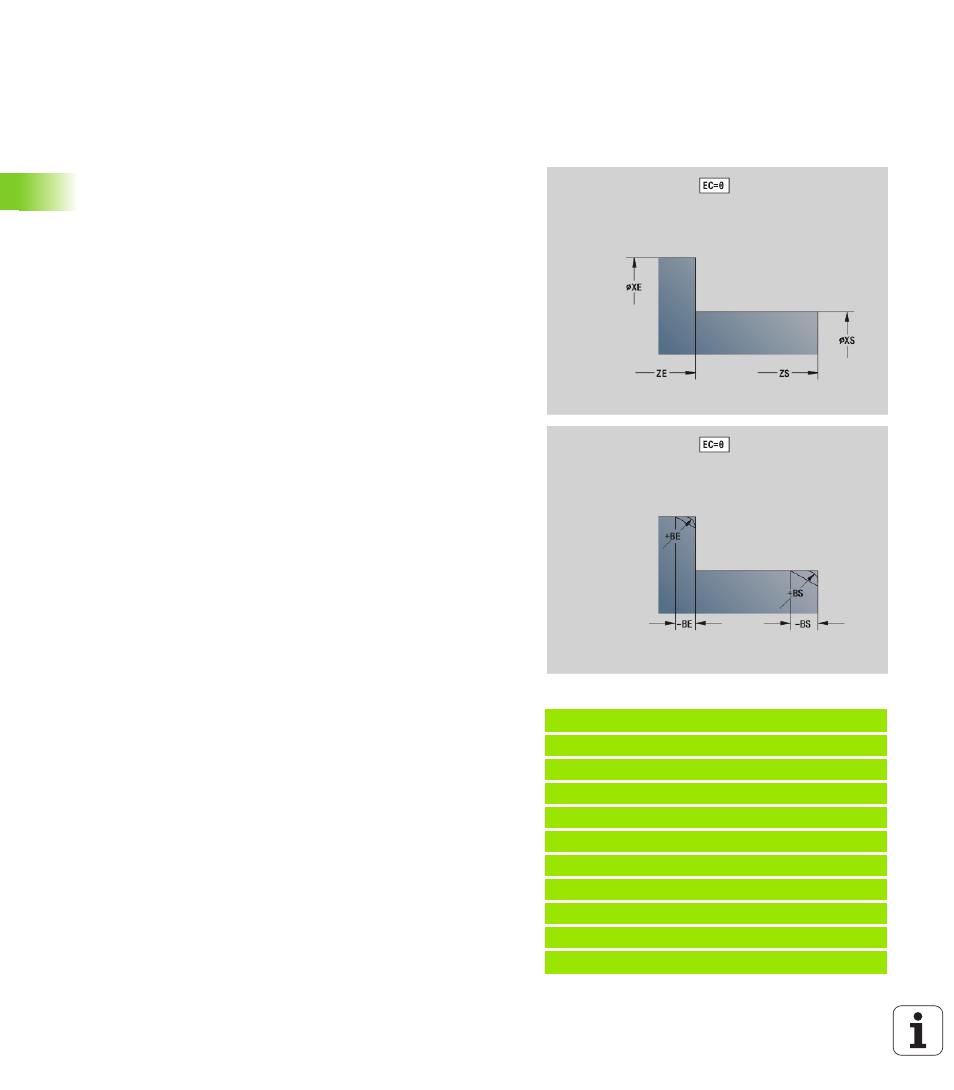
XS
Punto iniziale profilo X (quota diametrale)
ZS
Punto iniziale profilo Z
XE
Punto finale profilo X (quota diametrale)
ZE
Punto finale profilo Z
AC
Angolo 1° elemento (campo: 0°<=AC<90°)
WC
Angolo 2° elemento (campo: 0°<=AC<90°)
BS
Smusso/Arrotondamento nel punto di partenza
WS
Angolo per smusso nel punto di partenza
BE
Smusso/Arrotondamento nel punto finale
WE
Angolo per smusso nel punto finale
RC
Raggio
IC
Larghezza smusso
KC
Larghezza smusso
JC
Esecuzione (vedere Programmazione di cicli)
0: profilo semplice
1: profilo esteso
EC
Profilo con entrata
0: profilo ascendente
1: profilo con entrata
HC
Direzione profilo per finitura:
0: assiale
1: radiale