Filettatura semplice g32, 1 9 cicli di filet tat ur a – HEIDENHAIN SW 54843x-02 DIN Programming Manuale d'uso
Pagina 299
HEIDENHAIN MANUALplus 620, CNC PILOT 640
299
4.1
9
Cicli di filet
tat
ur
a
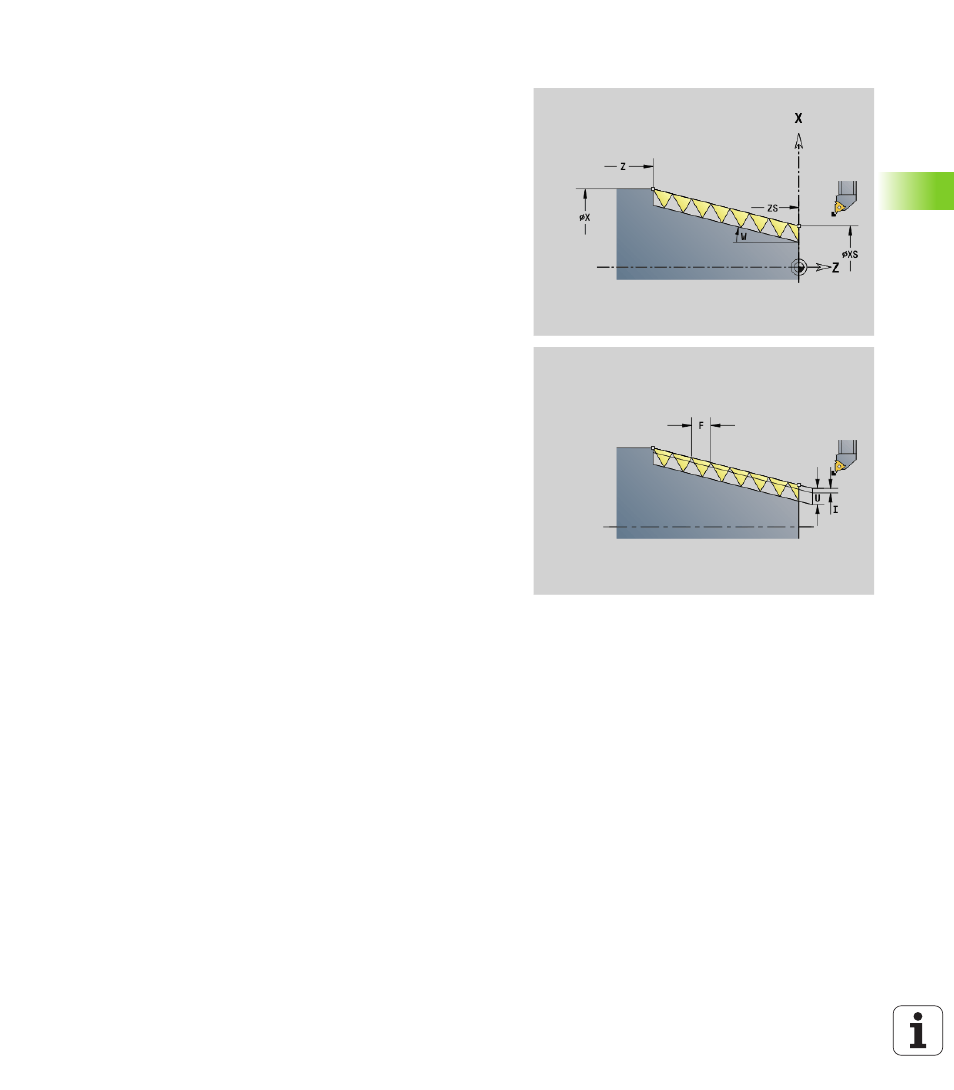
Filettatura semplice G32
L'istruzione G32 esegue un filetto semplice in qualsiasi posizione e
direzione (filetto assiale, conico o radiale; filetto interno o esterno).
Parametri
X
Punto finale filetto (quota diametrale)
Z
Punto finale filetto
XS
Punto iniziale filetto (quota diametrale)
ZS
Punto iniziale filetto
BD
Filetto esterno/interno:
0: filetto esterno
1: filetto interno
F
Passo filetto
U
Profondità filetto
Nessun inserimento: la profondità del filetto viene calcolata
automaticamente:
Filettature esterne (0.6134 * F)
Filettature interne (0.5413 * F)
I
Profondità di taglio massima
IC
Numero di tagli. L'incremento viene calcolato sulla base di IC e
U. Utilizzabile con:
V=0 (sezione truciolo costante)
V=1 (incremento costante)
V
Tipo di incremento (default: 0)
0: sezione costante del truciolo in tutte le passate
1: incremento costante
2: con configurazione di taglio residua Primo incremento =
"Resto" della divisione profondità filettatura/profondità di
taglio. L'"ultima passata" viene ripartita in 1/2, 1/4, 1/8 e 1/8.
3: l'incremento viene calcolato dal passo e dal numero di giri
4: come MANUALplus 4110
5: incremento costante (come in 4290)
6: costante con resto (come in 4290)
H
Tipo di offset per la lisciatura dei fianchi del filetto (default: 0)
0: senza offset
1: offset da sinistra
2: offset da destra
3: offset alternato destra/sinistra
K
Lunghezza di uscita sul punto finale filetto (default: 0)
W
Angolo al cono (campo: –45° < W < 45°) – (default: 0)
Posizione filettatura conica in riferimento all'asse longitudinale
o trasversale.
W>0: profilo ascendente (in direzione di lavorazione)
W<0: profilo discendente