1 9 cicli di filet tat ur a – HEIDENHAIN SW 54843x-02 DIN Programming Manuale d'uso
Pagina 300
300
Programmazione DIN
4.1
9
Cicli di filet
tat
ur
a
Il ciclo determina la filettatura in base a "Punto finale filetto",
"Profondità filetto" e posizione utensile attuale.
Primo incremento = "Resto" della divisione profondità filettatura/
profondità di taglio.
Filettatura radiale: per filettature radiali utilizzare G31 con definizione
del profilo.
Esempio: G32
. . .
N1 T4 G97 S800 M3
N2 G0 X16 Z4
N3 G32 X16 Z-29 F1.5 [Filettatura]
. . .
Parametri
C
Angolo di avvio (l'inizio della filettatura si trova definito rispetto
a elementi non simmetrici in rotazione) – (default: 0)
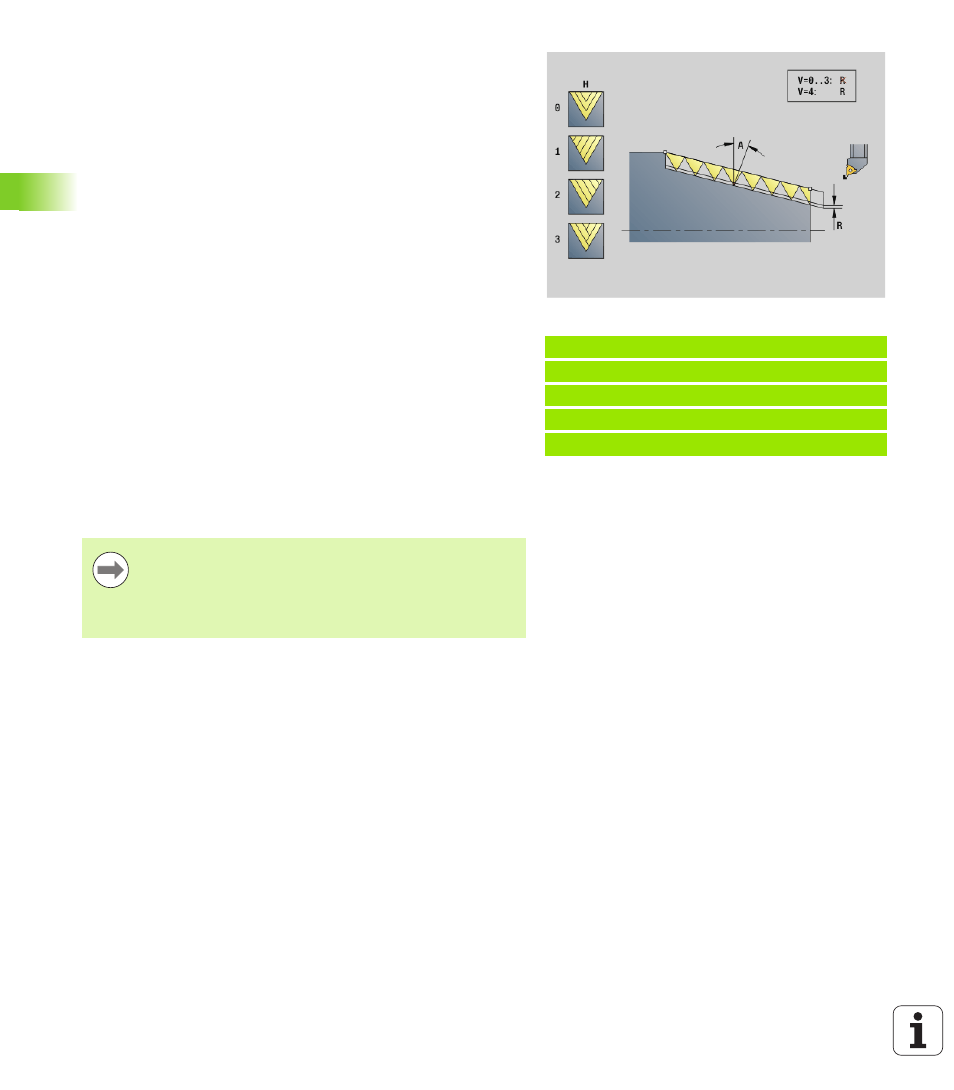
A
Angolo di accostamento (default: 30°).
R
Passate residue (default: 0)
0: configurazione "ultima passata" in 1/2, 1/4, 1/8 e
1/8.
1: senza configurazione di taglio residua
E
Passo variabile (attualmente non attivo)
Q
Numero di passate a vuoto dopo l'ultima passata (per ridurre la
pressione di taglio alla base del filetto) – (default: 0)
D
Numero di principi per filetti a più principi
J
Direzione di riferimento
Nessun inserimento: viene determinata la direzione di
riferimento dal primo elemento del profilo.
J=0: filetto assiale
J=1: filetto radiale
"Stop ciclo" - Il Controllo numerico solleva l'utensile dalla
passata di filettatura e arresta quindi tutti i movimenti.
(movimento di sollevamento: parametro di
configurazione OEM: cfgGlobalProperties-threadliftoff).
Il potenziometro avanzamento non è attivo.
Esecuzione del ciclo
1
Calcolo della configurazione di taglio.
2
Esecuzione di una passata di filettatura.
3
Ritorno in rapido e incremento per la successiva passata.
4
Ripetizione di 2...3, fino a completare la filettatura.
5
Esecuzione delle passate a vuoto.
6
Ritorno al punto di partenza.