HEIDENHAIN SW 54843x-02 DIN Programming Manuale d'uso
Pagina 285
HEIDENHAIN MANUALplus 620, CNC PILOT 640
285
4.1
7
Cicli di t
o
rn
it
ur
a r
if
e
ri
ti al pr
ofilo
In base alla definizione dell'utensile il Controllo numerico riconosce se
avviene una lavorazione esterna o interna.
Gli scarichi vengono lavorati, se programmato e se la geometria
dell'utensile lo consente.
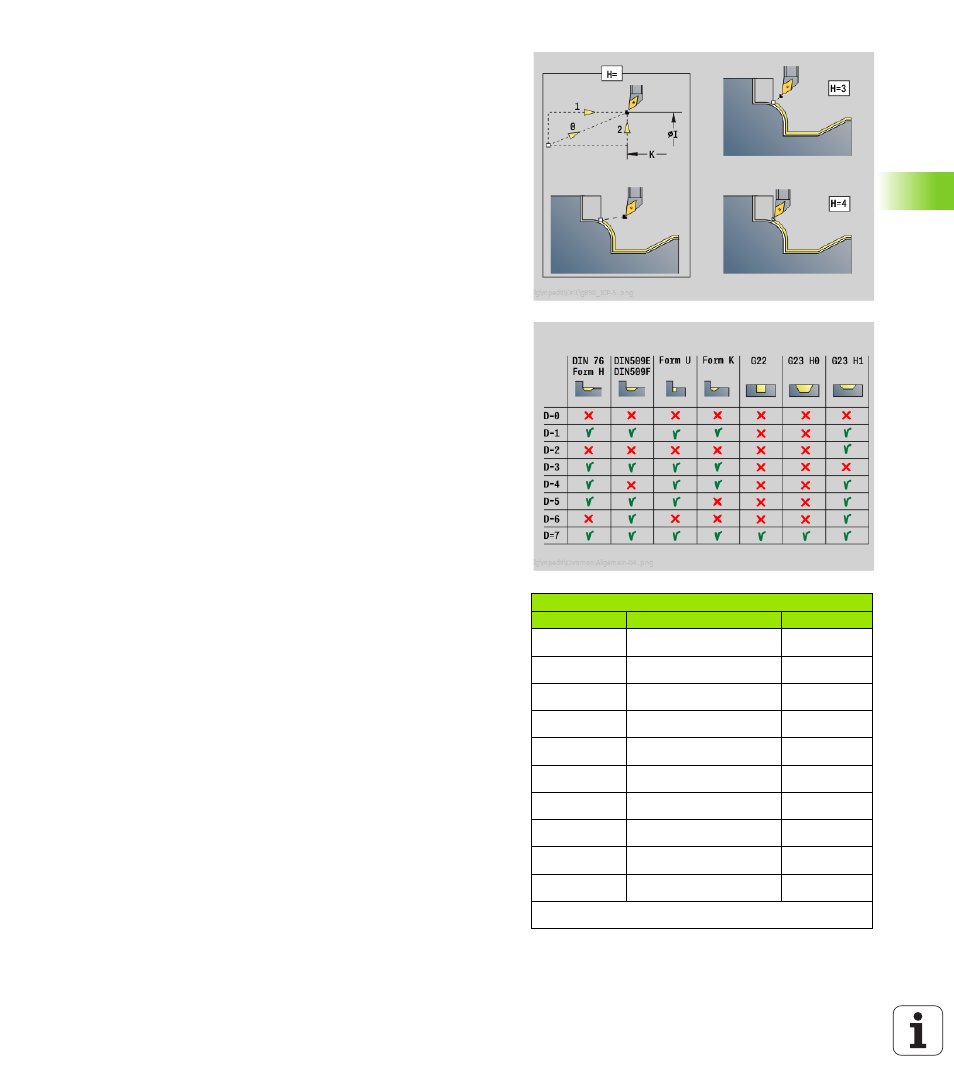
Codici di non visualizzazione per gole e scarichi
Chiamata G
Funzione
Codice D
G22
Gola anello di tenuta
512
G22
Gola anello di arresto
1.024
G23 H0
Gola in generale
256
G23 H1
Tornitura automatica
2.048
G25 H4
Scarico forma U
32.768
G25 H5
Scarico forma E
65.536
G25 H6
Scarico forma F
131.072
G25 H7
Scarico forma G
262.744
G25 H8
Scarico forma H
524.288
G25 H9
Scarico forma K
1.048.576
Aggiungere i codici per omettere più elementi.
Parametri
H
Tipo di svincolo (default: 3). L'utensile si solleva a 45° in senso
contrario alla direzione di lavorazione e trasla come segue alla
posizione "I, K":
0: diagonale
1: prima in direzione X, poi Z
2: prima in direzione Z, poi X
3: fermo a distanza di sicurezza
4: senza movimento di svincolo - l'utensile rimane sulla
coordinata finale
5: in diagonale su posizione utensile prima del ciclo
6: prima X, poi Z su posizione utensile prima del ciclo
7: prima Z, poi X su posizione utensile prima del ciclo
X
Limitazione di taglio (quota diametrale) – (default: nessuna
limitazione di taglio)
Z
Limitazione di taglio (default: nessuna limitazione di taglio)
D
Nascondi elementi (default: 1). Utilizzare i codici di non
visualizzazione elencati nella figura per non visualizzare singoli
elementi o i codici in tabella per non lavorare gole, scarichi e
torniture automatiche.
I
Punto finale, che viene raggiunto alla fine del ciclo (quota
diametrale)
K
Punto finale, che viene raggiunto alla fine del ciclo
O
Riduzione avanzamento per elementi circolari (default: 0)
0: riduzione avanzamento attiva
1: senza riduzione di avanzamento
U
Tipo di ciclo - Necessario per la generazione del profilo sulla
base dei parametri G80. (default: 0)
0: profilo standard assiale o radiale, profilo con entrata o
profilo ICP
1: percorso lineare senza ritorno / con ritorno
2: percorso circolare CW senza ritorno / con ritorno
3: percorso circolare CCW senza ritorno / con ritorno
4: smusso senza ritorno / con ritorno
5: raccordo senza ritorno / con ritorno
B
Compensazione raggio tagliente (default: 0)
0: identificazione automatica
1: a sinistra del profilo
2: a destra del profilo