Punto di cambio utensile g14, Definizione punto cambio utensile g140, 9 p o sizionament o ut ensile – HEIDENHAIN SW 54843x-02 DIN Programming Manuale d'uso
Pagina 243
HEIDENHAIN MANUALplus 620, CNC PILOT 640
243
4.9 P
o
sizionament
o ut
ensile
Punto di cambio utensile G14
L'istruzione G14 sposta in rapido sul punto di cambio utensile. Le
coordinate del punto di cambio utensile si definiscono in modalità
Preparazione.
Definizione punto cambio utensile G140
L'istruzione G140 definisce la posizione del punto di cambio utensile
indicato in D. Questa posizione può essere raggiunta con G14.
Esempio: G14
. . .
N1 G14 Q0 [Raggiungim. punto cambio
utensile]
N2 T3 G95 F0.25 G96 S200 M3
N3 G0 X0 Z2
. . .
Parametri
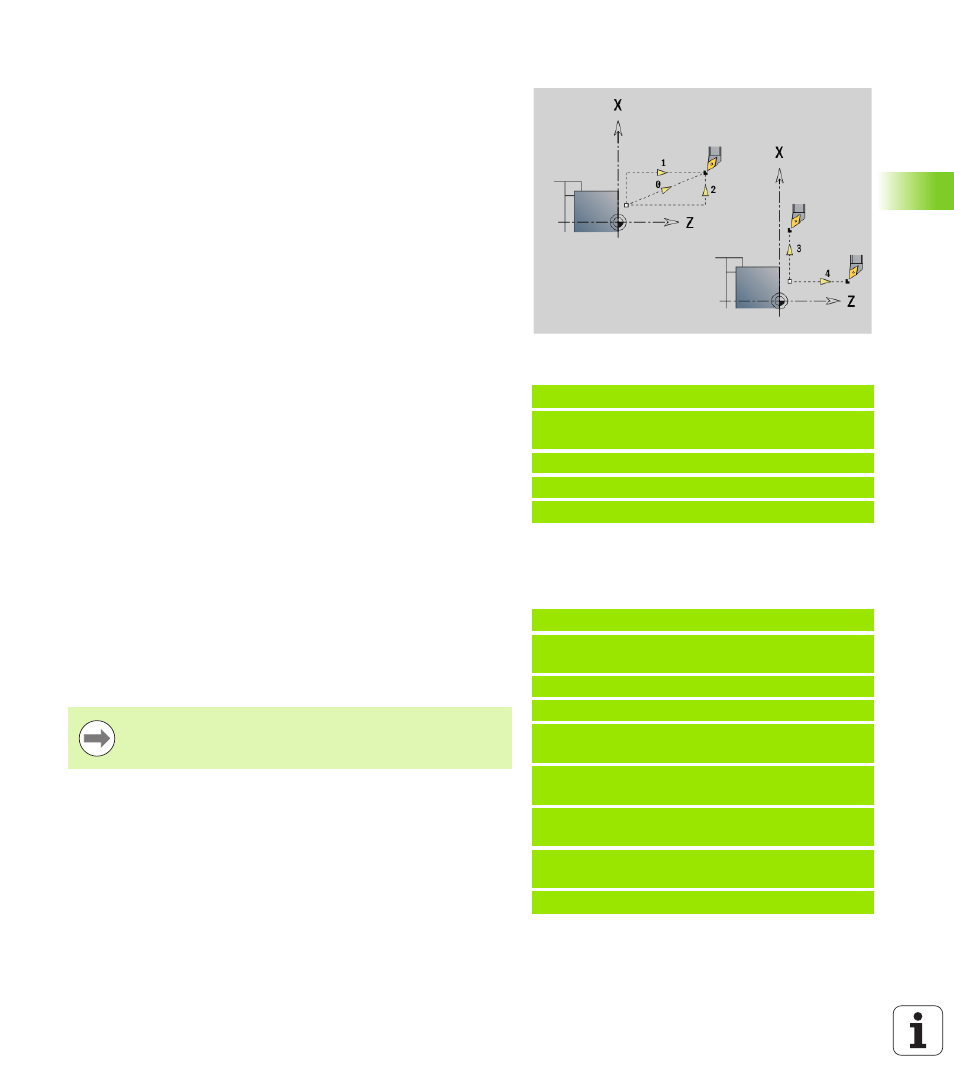
Q
Sequenza, definisce la sequenza dei movimenti di traslazione
(default: 0)
0: percorso di traslazione diagonale
1: prima in direzione X, poi Z
2: prima in direzione Z, poi X
3: solo in direzione X, Z rimane invariato
4: solo in direzione Z, X rimane invariato
D
Numero del punto di cambio utensile da raggiungere (0-2)
(default = 0, punto cambio da parametri)
Esempio: G140
. . .
N1 G14 Q0 [Punto di cambio utensile da
parametri]
N2 T3 G95 F0.25 G96 S200 M3
N3 G0 X40 Z10
N5 G140 D1 X100 Z100 [Impostazione N.
punto cambio utensile 1]
N6 G14 Q0 D1 [Raggiungimento N. punto
cambio utensile 1]
N7 G140 D2 X150 [Impostazione N. punto
cambio utensile 2, Z da parametri]
N8 G14 Q0 D2 [Raggiungimento N. punto
cambio utensile 2]
. . .
Parametri
D
Numero del punto di cambio utensile (1-2)
X
Diametro - Posizione del punto di cambio utensile
Z
Lunghezza - Posizione del punto di cambio utensile
I parametri mancanti per X, Z vengono integrati con i valori
del parametro del punto di cambio utensile.