20 ciclo di scanalatura, Ciclo di scanalatura g859 – HEIDENHAIN SW 54843x-02 DIN Programming Manuale d'uso
Pagina 307
HEIDENHAIN MANUALplus 620, CNC PILOT 640
307
4.20 Ciclo di scanalat
u
ra
4.20 Ciclo di scanalatura
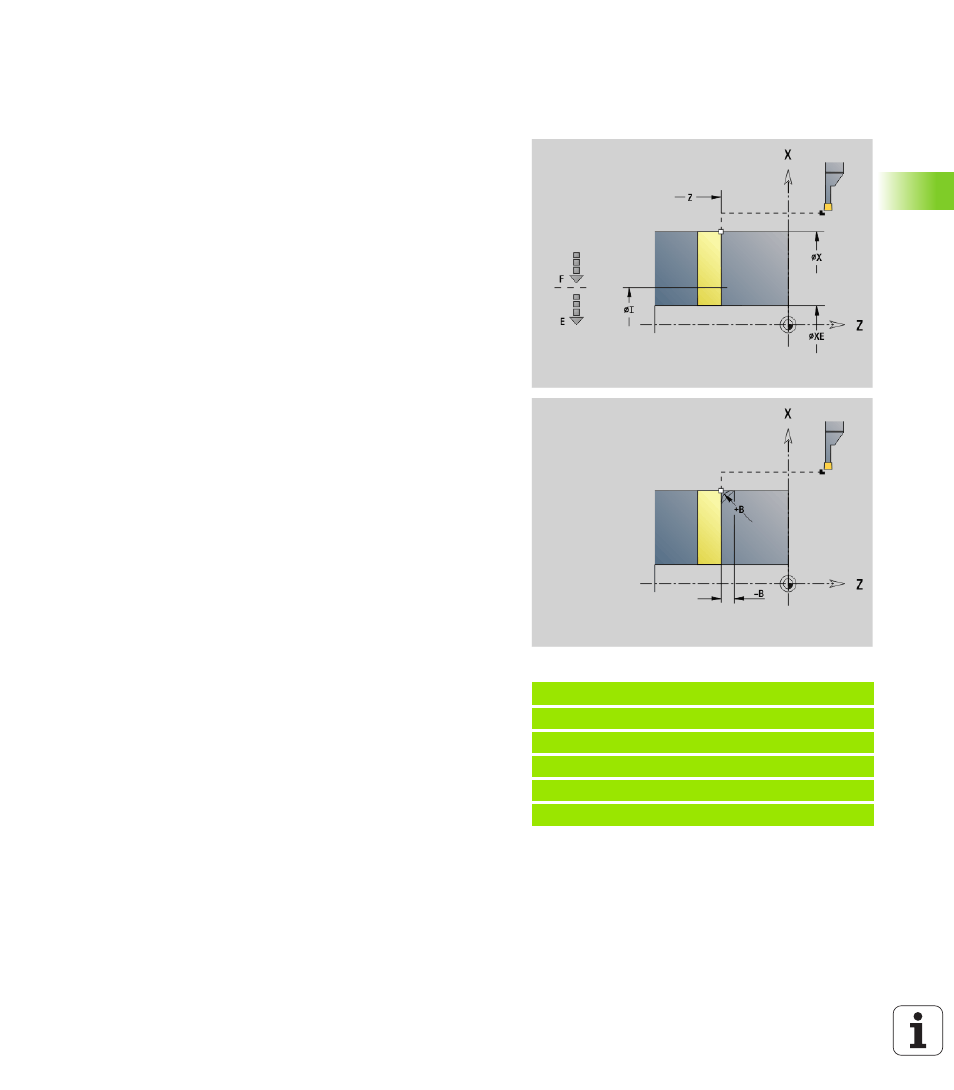
Ciclo di scanalatura G859
L'istruzione G859 esegue una scanalatura sul pezzo tornito. A scelta
può essere eseguito uno smusso o un arrotondamento sul diametro
esterno. Una volta eseguito il ciclo, l'utensile si solleva sulla superficie
piana e ritorna sul punto di partenza.
Dalla posizione "I" è possibile definire una riduzione avanzamento.
Esempio: G859
%859.nc
[G859]
N1 T3 G95 F0.23 G96 S248 M3
N2 G0 X60 Z-28
N3 G859 X50 Z-30 I10 XE8 E0.11 B1
END [ FINE ]
Parametri
X
Diametro scanalatura
Z
Posizione scanalatura
I
Diametro per riduzione avanzamento
I indicato: da questa posizione si commuta su
avanzamento "E"
I non indicato: senza riduzione avanzamento
XE
Diametro interno (tubo)
E
Avanzamento ridotto
B
Smusso/Arrotondamento
B>0: raggio arrotondamento
B<0: larghezza smusso
D
Limitazione numero di giri: numero di giri massimo in
Scanalatura
K
Distanza di ritorno dopo scanalatura: sollevamento utensile
prima del ritorno al lato del ...
SD
Limitazione numero di giri dal diametro I
U
Diametro a partire dal quale si attiva la pinza prendipezzo
(funzione correlata alla macchina)