Arco di cerchio profilo di tornitura g2-geo/g3-geo – HEIDENHAIN SW 54843x-02 DIN Programming Manuale d'uso
Pagina 199
HEIDENHAIN MANUALplus 620, CNC PILOT 640
199
4.3 Elementi f
ondamentali del pr
ofilo di t
o
rn
it
ur
a
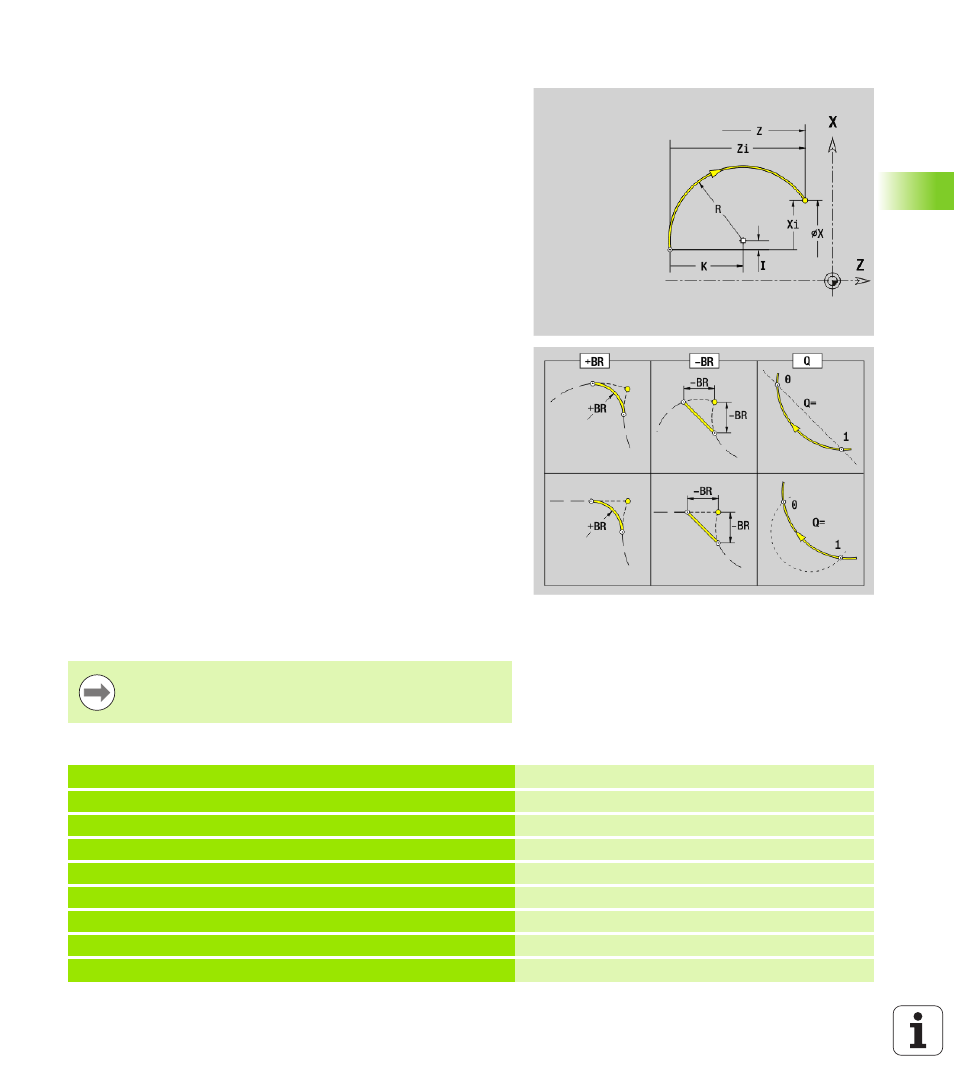
Arco di cerchio profilo di tornitura G2-Geo/G3-Geo
L'istruzione G2/G3 definisce un arco di cerchio in un profilo di tornitura
con quota centro incrementale. Senso di rotazione (vedere la grafica
di supporto):
G2: in senso orario
G3: in senso antiorario
Esempio: G2-Geo, G3-Geo
Parametri
X
Punto finale elemento di profilo (quota diametrale)
Z
Punto finale elemento di profilo
I
Centro (distanza punto di partenza – centro come quota radiale)
K
Centro (distanza punto di partenza – centro)
R
Raggio
Q
Punto d'intersezione. Punto finale se l'arco di cerchio interseca
una retta o un arco di cerchio (default: 0):
0: punto d'intersezione vicino
1: punto d'intersezione distante
BR
Smusso/Arrotondamento. Definisce il raccordo con il
successivo elemento del profilo. Programmare il punto finale
teorico, se si indica uno smusso/arrotondamento.
Nessun inserimento: raccordo tangenziale
BR=0: raccordo non tangenziale
BR>0: raggio arrotondamento
BR<0: larghezza smusso
BE, BF, BD, BP e BH (vedere "Attributi di lavorazione per elementi
geometrici" a pagina 196)
FP
Senza lavorazione elemento (necessario solo per TURN PLUS):
0: senza lavorazione elemento fondamentale (cerchio)
1: senza lavorazione elemento di sovrapposizione (ad es.
smusso o arrotondamento)
2: senza lavorazione elemento base/di sovrapposizione
Programmazione X, Z: assoluto, incrementale, modale o
"?"
. . .
FINISHED [ PEZZO FINITO ]
N1 G0 X0 Z-10
N2 G3 X30 Z-30 R30
Punto di arrivo e raggio
N3 G2 X50 Z-50 I19.8325 K-2.584
Punto di arrivo e centro incrementale
N4 G3 Xi10 Zi-10 R10
Punto di arrivo incrementale e raggio
N5 G2 X100 Z? R20
Coordinata punto di arrivo sconosciuta
N6 G1 Xi-2.5 Zi-15
. . .