HEIDENHAIN SW 54843x-02 DIN Programming Manuale d'uso
Pagina 269
HEIDENHAIN MANUALplus 620, CNC PILOT 640
269
4.1
7
Cicli di t
o
rn
it
ur
a r
if
e
ri
ti al pr
ofilo
In base alla definizione dell'utensile il Controllo numerico riconosce se
avviene una lavorazione esterna o interna.
Parametri
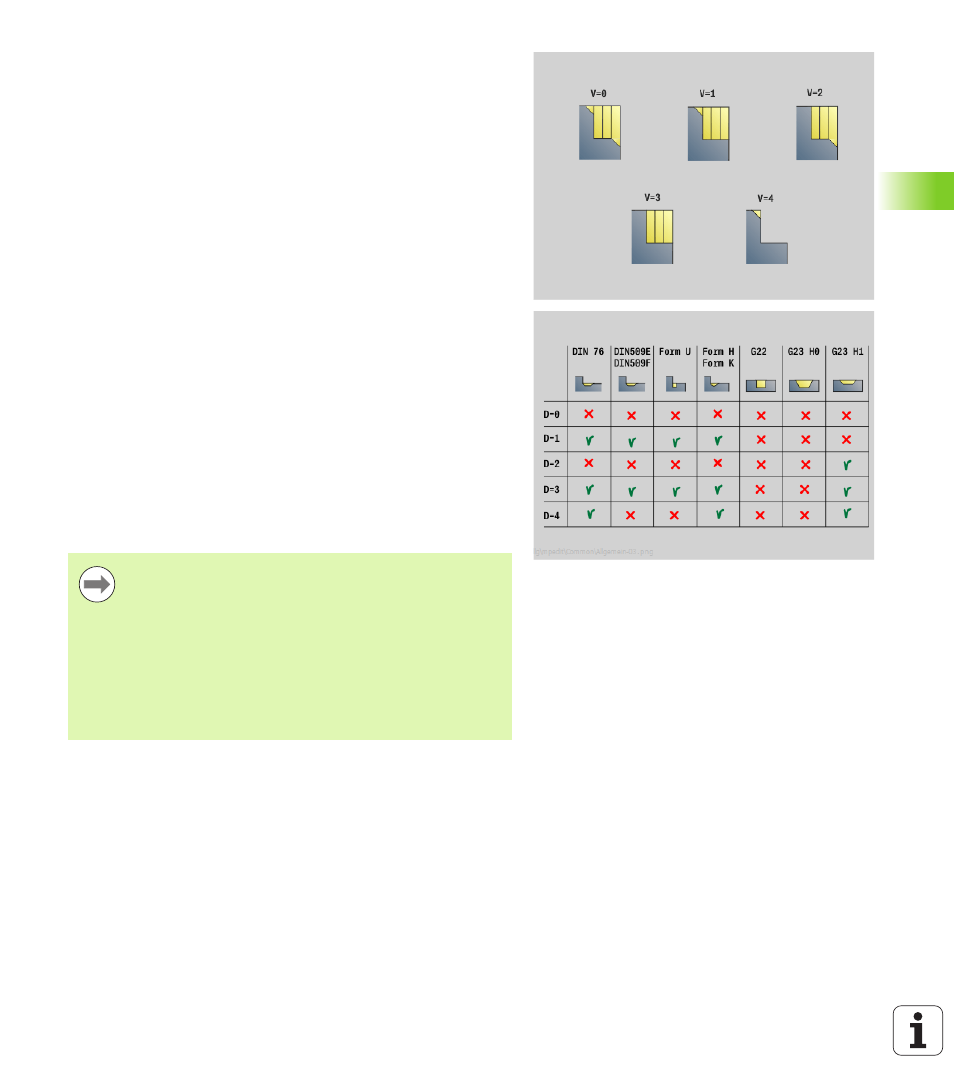
V
Identificativo inizio/fine (default: 0). Uno smusso/
arrotondamento viene lavorato:
0: all'inizio e alla fine
1: all'inizio
2: alla fine
3: nessuna lavorazione
4: viene lavorato uno smusso/arrotondamento – non un
elemento fondamentale (presupposto: sezione del profilo
con un elemento)
D
Nascondi elementi (vedere figura)
O
Nascondi sottosquadro:
0: i sottosquadri vengono lavorati
1: i sottosquadri non vengono lavorati
B
Anticipo slitte per lavorazione a 4 assi (funzione non ancora
implementata)
XA, ZA Punto iniziale pezzo grezzo (attivo solo se non è
programmato alcun pezzo grezzo):
XA, ZA non programmato: il profilo del pezzo grezzo viene
definito dalla posizione dell'utensile e dal profilo ICP.
XA, ZA programmato: definizione dello spigolo del profilo
pezzo grezzo.
La compensazione del raggio del tagliente viene
eseguita.
Un sovrametallo G57 "ingrandisce" il profilo (anche
profili interni).
Un sovrametallo G58
>0: "ingrandisce" il profilo
<0: non viene considerato
I sovrametalli G57/G58 vengono cancellati alla fine del
ciclo.